65. Międzynarodowa Konferencja Spawalnicza Spawalnictwo w dobie zrównoważonego rozwoju
15-17 października 2024
Katowice
Patronat honorowy


Partnerzy Konferencji


- Inicjatywa GIT – HUB – tworzymy więzi
Katarzyna Hyc-Dadak
Łukasiewicz – Górnośląski Instytut Technologiczny - Połączenia skręcane w konstrukcjach budowlanych wg normy EN 1090-2
Katarzyna Hyc-Dadak
Łukasiewicz – Górnośląski Instytut Technologiczny - Przyczyny awarii rurociągu wody lodowej wykonanego ze stali w gatunku X2CrNi18-9 (1.4307)
Robert Jachym, Piotr Gotkowski, Jarosław Gazdowicz
Łukasiewicz – Górnośląski Instytut Technologiczny - Stanowisko i metodyka poboru pyłu podczas spawania laserowego
Jolanta Matusiak, Joanna Wyciślik-Sośnierz
Łukasiewicz – Górnośląski Instytut Technologiczny - Analiza numeryczna MES możliwości identyfikacji braku zgrzeiny przy użyciu analizy modalnej
Janusz Pikuła1, Zygmunt Mikno1, Maciej Karpiński2,3, Paweł Kustroń3, Wojciech Jopek2
1 Łukasiewicz – Górnośląski Instytut Technologiczny
2 ASPA sp. z o. o.
3 Politechnika Wrocławska, Wydział Mechaniczny, Katedra Obróbki Plastycznej, Spawalnictwa i Metrologii - System monitorowania procesu spawania jako narzędzie zrównoważonego rozwoju przedsiębiorstwa na przykładzie pilotażowej linii zrobotyzowanej do wytwarzania spawanych ram i skrzyń naczep
Piotr Skoczewski 1, Leszek Szubert 1, Wojciech Oborski 1, Sławomir Mierzwa2, Marcin Najbor2, Grzegorz Zając2, Michał Kubasiak2, Daniel Dudzik2, Piotr Piekiełko2
1 Łukasiewicz – Górnośląski Instytut Technologiczny
2 ZASŁAW Sp. z o.o. - Wykonanie połączeń obudowy silnika z różnoimiennych stopów aluminium metodą FSW
Aleksandra Węglowska, Jacek Pietrzak, Jolanta Matusiak, Damian Miara
Łukasiewicz – Górnośląski Instytut Technologiczny - Spawanie wiązką elektronową stopów aluminium AlMgSi(Cu) o podwyższonej zawartości miedzi
Marek St. Węglowski1, Piotr Śliwiński1, Paweł Pogorzelski1, Kamil Kubik1, Piotr Gotkowski1, Janusz Pikuła1, Bartłomiej Płoka2, Sonia Boczkal2, Monika Mitka2
1 Łukasiewicz – Górnośląski Instytut Technologiczny
2 Łukasiewicz – Instytut Metali Nieżelaznych
Przewodniczący Komitetu
dr hab. inż. Zygmunt Mikno, Łukasiewicz – GIT, Gliwice
dr hab. inż. Mirosław Łomozik, Łukasiewicz – GIT, Gliwice
Honorowy Przewodniczący Komitetu
prof. dr hab. inż. Jan Pilarczyk, Łukasiewicz – GIT, Gliwice
Członkowie Komitetu
- prof. dr hab. inż. Janusz Adamiec, Politechnika Śląska, Katowice
- prof. dr hab. inż. Andrzej Ambroziak, Politechnika Wrocławska
- dr Peter Brziak, Welding Research Institute, Bratislava, Słowacja
- dr Luca Costa, Instituto Italiano della Saldatura, Genova, Włochy
- prof. dr hab. inż. Tomasz Chmielewski, Politechnika Warszawska
- prof. Dorin Dehelean, Romanian Welding Association, Timisoara, Rumunia
- prof. dr hab. inż. Stanisław Dymek, Akademia Górniczo-Hutnicza, Kraków
- prof. Hidetoshi Fujii, University of Osaka, Japonia
- dr hab. inż. Dariusz Fydrych, prof. PG, Politechnika Gdańska
- dr hab. inż. Dariusz Golański, prof. PW, Politechnika Warszawska
- prof. dr hab. inż. Grzegorz Golański, Politechnika Częstochowska
- dr hab. inż. Jacek Górka, prof. PŚl, Politechnika Śląska, Gliwice
- prof. Carter Hamilton, Miami University, Oxford, USA
- dr inż. Barbara Juszczyk, Łukasiewicz – Instytut Metali Nieżelaznych, Gliwice
- prof. Slobodan Kralj, University of Zagreb, Chorwacja
- dr inż. Michał Kubica, Łukasiewicz – Górnośląski Instytut Technologiczny, Gliwice
- prof. dr hab. inż. Jerzy Łabanowski, Politechnika Gdańska
- dr hab. inż. Leszek łatka, prof. PWr, Politechnika Wrocławska
- dr Fernando Mañas Arteche, Asociación Española de Soldadura y Tecnologias de Union (CESOL), Hiszpania
- dr inż. Jolanta Matusiak, Łukasiewicz – Górnośląski Instytut Technologiczny, Gliwice
dr Erik Meiß, Fraunhofer Instutute for Manufacturing Technology and Advanced Materials IFAM, Bremen, Niemcy - ing. Václav Minařik, CSc. CED, Czech Welding Society ANB, Czechy
- prof. dr hab. inż. Janusz Mikuła, Politechnika Krakowska
- prof. dr hab. inż. Zbigniew Mirski, Politechnika Wrocławska
- dr hab. inż. Jarosław Marcisz, Łukasiewicz – Górnośląski Instytut Technologiczny, Gliwice
dr hab. inż. Krzysztof Mroczka, prof. PK, Politechnika Krakowska - dr inż. Jerzy Niagaj, Łukasiewicz – Górnośląski Instytut Technologiczny, Gliwice
- prof. dr hab. inż. Antoni Orłowicz, Politechnika Rzeszowska
- dr inż. Adam Pietras, Łukasiewicz – Górnośląski Instytut Technologiczny, Gliwice
- dr inż. Hanna Purzyńska, Łukasiewicz – Górnośląski Instytut Technologiczny, Gliwice
- dr Elisabetta Sciaccaluga, The IIW Technical Manager, Włochy
- prof. dr hab. inż. Jacek Słania, Łukasiewicz – Górnośląski Instytut Technologiczny, Gliwice
- dr hab. inż. Mariusz Stępień, prof. PŚl, Politechnika Śląska, Gliwice
- dr hab. inż. Bożena Szczucka-Lasota, prof. PŚl, Politechnika Śląska, Katowice
- dr hab. inż. Marek St. Węglowski, Łukasiewicz – Górnośląski Instytut Technologiczny, Gliwice
- prof. dr hab. inż. Tomasz Węgrzyn, Politechnika Śląska, Katowice
- dr Wenqi Zhang, SWANTEC Software and Engineering ApS, Dania
- prof. dr hab. inż. Adam Zieliński, Łukasiewicz – Górnośląski Instytut Technologiczny, Gliwice

63. Międzynarodowa Konferencja Spawalnicza Spawalnictwo w sieci nowych możliwości
18-20 października 2022
Katowice
Patronat honorowy
- dr hab. inż. Mirosław Łomozik – Przewodniczący Komitetu
- dr hab. inż. Jan Pilarczyk – Honorowy Przewodniczący Komitetu
- dr hab. inż. Janusz Adamiec
- dr hab. inż. Andrzej Ambroziak
- dr Peter Brziak
- dr Luca Costa
- dr hab. inż. Tomasz Chmielewski
- Dorin Dehelean
- dr hab. inż. Stanisław Dymek
- dr hab. inż. Dariusz Fydrych, prof. PG
- dr hab. inż. Dariusz Golański, prof. PW
- dr hab. inż. Grzegorz Golański, prof. PCz
- dr hab. inż. Jacek Górka, prof. Pol. Śl.
- Carter Hamilton
- dr inż. Barbara Juszczyk
- Slobodan Kralj
- Igor Vitalievich Krivtsun
- dr hab. inż. Andrzej Kolasa
- dr inż. Michał Kubica
- dr hab. inż. Jerzy Łabanowski
- dr hab. inż. Leszek Łatka, prof. PWr
- Leonid M. Łobanov
- dr inż. Jolanta Matusiak
- Václav Minařík, CSc. CEO
- dr Fernando Mañas Arteche
- dr hab. inż. Zygmunt Mikno
- dr hab. inż. Janusz Mikuła
- dr hab. inż. Zbigniew Mirski
- dr hab. inż. Krzysztof Mroczka, prof. PK
- dr inż. Jerzy Niagaj – Łukasiewicz
- dr hab. inż. Antoni W. Orłowicz
- dr inż. Tomasz Pfeifer
- dr inż. Adam Pietras
- dr hab. inż. Jacek Senkara
- dr hab. inż. Jacek Słania
- dr hab. inż. Mariusz Stępień, prof. Pol. Śl.
- dr inż. Marek St. Węglowski – Łukasiewicz
- dr hab. inż. Tomasz Węgrzyn
- dr hab. inż. Adam Zieliński
- Dobór parametrów technologicznych w lutowaniu twardym aluminiowych wymienników ciepła
Zbigniew Mirski, Jarosław Pabian
Lutowanie twarde w tunelowych piecach przelotowych jest podstawową technologią spajania wymienników ciepła, wytwarzanych ze stopów aluminium serii 3XXX. Lutowanie odbywa się pod osłoną czystego azotu (99,999%) oraz przy oddziaływaniu niekorozyjnego topnika NOCOLOK. Do podstawowych parametrów lutowania aluminiowych wymienników ciepła zalicza się temperaturę i czas lutowania oraz rodzaj i ilość (grubość plateru) stosowanych materiałów dodatkowych. Jako luty, w postaci platerów naniesionych na łączone elementy, są najczęściej używane spoiwa siluminowe, w tym przede wszystkim spoiwo AlSi7,5. Wszystkie parametry mają bardzo istotny wpływ na jakość procesu lutowania, w tym na uniknięcie niekorzystnych zjawisk fizykochemicznych, takich jak roztwarzanie i erozja połączeń lutowanych. W artykule przedstawiono wyniki prób lutowania, stosując profile temperaturowe: normalny, gorący i bardzo gorący. W próbie klinowej, używając normalnego profilu lutowania, na podstawie badań metalograficznych, określono kapilarność i zwilżalność lutu, a także stwierdzono nieznaczne roztwarzanie materiałów lutowanych, w granicach wartości dopuszczalnych. - Spawanie cienkościennej konstrukcji podestu ruchomego ze stali DOCOL 1400M
Tomasz Węgrzyn, Bożena Szczucka-Lasota
W budowie podestów ruchomych coraz częściej wykorzystuje się stale DOCOL z grupy AHSS (AHSS – Advanced High-Strength Steel) z uwagi na ich wysoką doraźną wytrzymałość na rozciąganie i znaczną wytrzymałość zmęczeniową. Spawanie tych stali jest utrudnione, ze względu na dominującą strukturę martenzytyczną. Podczas spawania tych stali znaczną rolę odgrywa doświadczenie i kwalifikacje spawacza. Cele artykułu to dobór właściwych parametrów spawania stali DOCOL 1400M i ocena wpływu wybranych parametrów procesu, takich jak: prędkość spawania, sposób ukosowania i podgrzewanie wstępne na poprawność wykonanego złącza. - Wymagania rozporządzenia PER 1105/2016 UK dla personelu i procedur połączeń nierozłącznych
Mariusz Janusz-Bielecki
Wprowadzenie towarów i usług na rynki wielu państw wymaga spełnienia czynników związanych z ich bezpieczeństwem. W szczególności dotyczy to bezpieczeństwa wyrobów użytkowanych w rozmaitych celach. Poszczególne kraje opracowują wymagania, które musi spełnić wytwórca lub usługodawca, importer lub dystrybutor. Niektóre organizacje międzynarodowe, takie jak Unia Europejska dla potrzeb swobody przepływu osób, towarów i usług opracowują wspólne ramy prawne dotyczące bezpieczeństwa użytkowników. Zawierają one m.in. zestaw zasadniczych wymagań bezpieczeństwa, który musi spełnić wytwórca przed wprowadzeniem wyrobów na rynek. Po spełnieniu tychże warunków wytwórca może oznakować wyrób znakiem CE i wydać dla niego deklarację zgodności. Po opuszczeniu Unii Europejskiej przez Wielką Brytanię rząd tego kraju wprowadził środki mające na celu wspieranie przedsiębiorstw wprowadzających swoje towary na tamtejszy rynek. System ten wymaga oceny zgodności na podstawie regulacji brytyjskich oraz m.in. nanoszenia oznakowania UKCA (United Kingdom Conformity Assessed, Ocena zgodności dla Wielkiej Brytanii) na wprowadzanych na rynek wyrobach. Dla zapewnienia bezpieczeństwa, personel zaangażowany i procedury wykorzystywane w połączeniach nierozłącznych urządzeń ciśnieniowych na rynek brytyjski muszą być zakwalifikowane przez brytyjską jednostkę wyznaczoną. - Analiza struktury i twardości złączy spawanych metodą TIG z nadstopu niklu Inconel 600
Jacek Górka, Tomasz Kik, Marek Chruściel, Wojciech Jamrozik, Marta Kiel-Jamrozik
Celem badań była analiza struktury i twardości strefy wpływu ciepła oraz spoiny w złączach doczołowych blach cienkich (1,0 mm) wykonanych z nadstopu niklu typu Inconel 600 metodą TIG, przy zmiennej energii linowej spawania w zakresie 45–80 J/mm. Uzyskane złącza spawane poddano: badaniom wizualnym, badaniom metalograficznym makro- i mikroskopowym, obserwacjom struktury w elektronowym mikroskopie skaningowym oraz pomiarowi twardości. Przeprowadzone badania wpływu parametrów procesu spawania metodą TIG złączy doczołowych ze stopu Inconel 600 o grubości 1 mm spawanych doczołowo wykazały, że: złącza blach cienkich z badanego nadstopu w warunkach laboratoryjnych wykazują najlepszą jakość przy zachowaniu energii liniowej łuku w zakresie ok. 45–80 J/mm, wzrost energii liniowej spawania w stosowanym zakresie powoduje zwiększenie szerokości spoiny i SWC badanych makroskopowo złączy, zwiększenie energii liniowej łuku w procesie w zakresie 45–80 J/mm powoduje w SWC wzrost wielkości ziaren osnowy γ odpowiednio od ok. 120 μm do ok. 200 μm, struktura spoiny wykazuje mniej lub bardziej wyraźną strefę ziaren słupkowych zorientowanych do linii wtopienia oraz duże kolonie ziaren pierwotnych o budowie dendrytycznej z wyraźnie ujawnionymi osiami głównymi dendrytów o różnej orientacji oraz wydzieleniami w postaci eutektyk niskotopliwych w przestrzeniach międzydendrytycznych, wyniki mikroanalizy rentgenowskiej z obszarów o powierzchni 0,045 mm2 badanych w poszczególnych strefach złącz blach spawanych z nadstopu Inconel 600 wykazują niewielkie zróżnicowanie wartości masowego i atomowego stężenia podstawowych pierwiastków osnowy nadstopu takich, jak nikiel, chrom i żelazo oraz większe w przypadku stężenia pierwiastków węglikotwórczych, takich jak niob i tytan, a także stężenia samego węgla. - Wpływ czasu chłodzenia t8/5 na własności złączy spawanych ze stali wysokowytrzymałych wykonanych metodą MAG w sposób zrobotyzowany
Maciej Jurkowski, Leszek Łatka
W artykule przedstawiono wyniki badań doczołowych złączy spawanych z wysokowytrzymałej stali konstrukcyjnej S1100QL wykonanych na stanowisku zrobotyzowanym. Przedmiotem badań było określenie wpływu czasu stygnięcia t8/5 na podstawowe własności mechaniczne uzyskanych złączy. Wartością czasu t8/5 sterowano za pomocą zmiany temperatury podgrzewania wstępnego przy stałej energii liniowej (próbki SE) oraz zmiany energii liniowej przy stałej temperaturze podgrzewania (próbki ST). W obu przypadkach zrobiono trzy płyty próbne dla czasów 5 s, 7,5 s oraz 10 s. Wykonane złącza spawane zostały poddane badaniom nieniszczącym i uzyskały poziom jakości B (wg PN-EN ISO 5817) oraz badaniom niszczącym. W przypadku próbek serii ST nie zauważono wpływu czasu t8/5 na własności mechaniczne. Wytrzymałość na rozciąganie wynosiła ok. 1020 MPa, a do zniszczenia dochodziło w spoinie. Natomiast zauważalny był jej wpływ na twardość, szczególnie w SWC (nawet powyżej 450 HV1). W przypadku próbek serii SE sytuacja była odwrotna. Wartość czasu t8/5 była istotna z punktu widzenia wytrzymałości złącza, która dla najkrótszego czasu osiągnęła ponad 1100 MPa, a do zniszczenia doszło w SWC. Natomiast w przypadku twardości wpływ czasu t8/5 był pomijalny. - Problematyka uzyskiwania składu chemicznego stopiwa w wyrobach metalowych kształtowanych przyrostowo metodami spawalniczymi
Krzysztof Pańcikiewicz
W artykule przedstawiono analizę problemu związanego z otrzymywaniem, deklarowanych przez producenta materiału dodatkowego, cech stopiwa w gotowych wyrobach kształtowanych przyrostowo z użyciem łukowych metod spawalniczych. Zastosowanie niedopasowanego materiału podstawowego do kształtowanego przyrostowo wyrobu na początkowym etapie wytwarzania prowadzi do istotnych zmian składu chemicznego pomiędzy uzyskaną warstwą a deklarowanym składem chemicznym stopiwa. Na skutek wymieszania nadtopionego niedopasowanego materiału podstawowego ze stopiwem uzyskiwana jest warstwa, która charakteryzuje się innymi cechami (tj. mikrostruktura, twardość, odporność na korozję) niż deklarowane przez producenta spoiwa. Wyniki te odniesiono do wymagań dotyczących wykonania stopiwa do analizy składu chemicznego, zgodnie z PN-EN ISO 6847, stosowanych do badania stopiwa, m.in. w ramach procedury oceny zgodności podczas kwalifikowania typu materiału dodatkowego do spawania. - Ocena ekologiczna procesu spawania łukowego i laserowego stali austenitycznej
Joanna Wyciślik-Sośnierz, Jolanta Matusiak
W artykule przedstawiono wyniki prac badawczo-rozwojowych, na podstawie których przeprowadzono ocenę ekologiczną procesu spawania łukowego i laserowego stali odpornej na korozję o mikrostrukturze austenitycznej w gatunku X5CrNi18-10 (1.4301). Stal ta, oprócz wysokiej odporności na korozję, charakteryzuje się również dobrymi właściwościami mechanicznymi. Dzięki tym zaletom znajduje zastosowanie w wielu gałęziach przemysłu, a głównymi technikami jej łączenia są technologie spawalnicze. Stosowanie w przemyśle technologii spawalniczych związane jest z potrzebą badania i określenia warunków bezpieczeństwa pracy i ochrony zdrowia pracowników. Spawanie i techniki pokrewne należą do grupy procesów wytwórczych oddziałujących negatywnie na środowisko pracy. Podczas różnych metod spajania do środowiska pracy wydzielane są zanieczyszczenia pyłowe i gazowe, które zawierają liczne substancje niebezpieczne dla zdrowia pracowników. Przeprowadzenie oceny ekologicznej pozwala na identyfikację oraz analizę oddziaływania na środowisko konkretnego produktu lub procesu technologicznego. Analiza środowiskowa umożliwia również porównanie procesów i technologii wytwarzania oraz wskazanie tych, które mają najmniejszy wpływ na środowisko. Jest to szczególnie istotne w przypadku stali odpornych na korozję, których podstawowym składnikiem stopowym jest chrom, a większość z tych stali zawiera również nikiel. Związki tych pierwiastków, występujące w pyle spawalniczym, zaliczane są do substancji o udowodnionym lub prawdopodobnym działaniu rakotwórczym. - Weryfikacja wybranych parametrów użytkowych manipulatorów – zewnętrznych osi robotów na przykładzie pozycjonera typu L
Dariusz Golański, Paweł Cegielski, Paweł Kołodziejczak, Andrzej Kolasa, Tadeusz Sarnowski
Proces twórczy od opracowania koncepcji złożonego manipulatora przemysłowego, przez prace konstrukcyjne, badania symulacyjne i obliczeniowe, aż do wdrożenia nowej konstrukcji jest zadaniem trudnym. Intencje twórców i oczekiwania odbiorców spotykają się z naturalnymi ograniczeniami materiałowymi i sprzętowymi. Z uwagi na zwykle specjalny, unikatowy charakter tego typu urządzeń, ich badania nie są przedmiotem kompleksowo opracowanych norm i szczegółowych opisów literaturowych, a opierają się przede wszystkim na własnych procedurach producentów. W artykule prześledzono proces weryfikacji nowo opracowanej konstrukcji manipulatora – pozycjonera typu L, którego prototyp poddano wszechstronnym badaniom ruchowym i technologicznym. Opracowanie powstało w ramach prac badawczo-rozwojowych nowych typów maszyn w PPU „ZAP Robotyka” w Ostrowie Wielkopolskim, we współpracy z Zakładem Inżynierii Spajania Politechniki Warszawskiej. - Sprawdzanie przyrządów do pomiaru parametrów zgrzewania rezystancyjnego – wymagania norm, aparatura sprawdzająca
Mariusz Welcel
W artykule opisano parametry wpływające na proces zgrzewania rezystancyjnego oraz metody i przyrządy do ich pomiaru. Do weryfikacji rzeczywistych parametrów zgrzewania powszechnie stosowane są przenośne mierniki, systemy pomiarowe lub systemy monitorowania, które − zgodnie z wymaganiami odpowiednich aktów normatywnych − powinny podlegać okresowej kontroli poprawności wskazań. Sprawdzenie poprawności wskazań możliwe jest do zrealizowania m.in. na specjalnym stanowisku, opracowanym i wykonanym w Łukasiewicz – Instytucie Spawalnictwa, umożliwiającym jednoczesne sprawdzenie wskazań wartości skutecznej natężenia prądu zgrzewania, czasu przepływu prądu oraz siły docisku elektrod. W artykule przedstawiono ogólną budowę stanowiska, jego kluczowe elementy oraz oprogramowanie wykorzystywane podczas procedury sprawdzania przyrządów. Podano również dokładność pomiaru jaką charakteryzuje się stanowisko zarówno dla pomiaru natężenia prądu zgrzewania, jak i siły docisku. - Wysokowydajne procesy spawania – porównanie właściwości i zastosowań
Steffen Keitel, Amadeus Aurin, Uwe Mückenheim, Hendrik Neef
Ciągły wzrost poziomu wydajności produkcji prowadzi do coraz powszechniejszego stosowania wysokowydajnych technologii spawalniczych w procesie produkcyjnym. Ponadto, rosnące wymagania bezpieczeństwa pracy stymulują rozwój automatyzacji procesów spawalniczych. W artykule porównano technologie spawania łukowego i laserowego i przedstawiono podstawowe parametry tych procesów w odniesieniu do wartości zakładanych w projektach i dopuszczalnej tolerancji. - Nowoczesne metody łączenia ogniw akumulatorów stosowanych w przemyśle motoryzacyjnym
Krzysztof Kwieciński, Katarzyna Lota, Marcin Kiełbasiński, Janusz Pikuła, Marek St. Węglowski, Piotr Śliwiński, Sebastian Stano, Michał Urbańczyk, Szymon Kowieski, Piotr Śliwiński, Ewa Jankowska, Rafał Mańczak, Rafał Szostak
W ramach projektu badawczego dofinansowanego ze środków budżetu państwa pt. „Badania nad opracowaniem technik łączenia materiałów przeznaczonych na elementy złączne pakietów baterii” prowadzone są badania mające na celu dobór i opracowanie technologii łączenia ogniw i akumulatorów przeznaczonych do nowoczesnych samochodów elektrycznych. W trakcie prac przeprowadzono badania łączenia ogniw takimi metodami jak: zgrzewanie ultradźwiękowe i oporowe, zgrzewanie wiązką laserową, zgrzewanie wiązką elektronów, zgrzewanie ultradźwiękowe oraz spawania plazmowego. Opracowane technologie pozwolą na optymalizację procesu produkcji polskich baterii. W artykule omówiono dotychczas uzyskane wyniki. - Wpływ obróbki cieplnej na strukturę i właściwości mechaniczne złączy spawanych ze stali 17-4PH wykonanych wiązką lasera
Lechosław Tuz, Sebastian Stano
Stal 17-4PH zaliczana jest do grupy stali odpornych na korozję o strukturze martenzytycznej. Dzięki korzystnym właściwościom mechanicznym i odporności na korozję znalazła zastosowanie w przemyśle: lotniczym, petrochemicznym, chemicznym i innych. W artykule przedstawiono wyniki spawania próbnego doczołowych złączy spawanych ze stali 17-4PH wiązką laserową bez materiału dodatkowego oraz wpływu wybranych obróbek cieplnych na zmiany struktury i wybranych właściwości mechanicznych w obszarze spoiny. Uzyskane wyniki wskazują, że sam proces spawania zapewnia otrzymanie korzystnych właściwości mechanicznych. Obróbka cieplna natomiast zapewnia ujednorodnienie obszaru złącza spawanego. - Zagadnienia mechaniczno-technologiczne połączeń materiałów hybrydowych z włókien kompozytowych z elementami metalicznymi
Alexander Dumpies, Steffen Keitel, Lars Molter
Aby zapewnić rozwój zrównoważonego transportu, kluczowym elementem jest zastosowanie lekkich konstrukcji wykonanych w drodze łączenia materiałów kompozytowych i stali. Spośród już znanych metod łączenia przemysłowego tych materiałów jedną z najpowszechniej metod stosowanych jest klejenie, jednak proces ten często nie spełnia wymagań dotyczących czasu eksploatacji i kosztów wykonania zakładanych na etapie projektowania, certyfikacji i produkcji konstrukcji. W artykule omówiono zagadnienia mechaniczno-technologiczne stosowania procesu zgrzewania w łączeniu materiałów z włókien kompozytowych z elementami metalicznymi. - Analiza numeryczna spawania konstrukcji w aspekcie minimalizacji odkształceń spawalniczych
Janusz Pikuła, Kamil Kubik, Piotr Sędek, Marek St. Węglowski, Krzysztof Kwieciński, Robert Czech, Marcin Spólnik
Proces spawania jest obiektem badań prowadzonych na całym świecie i w znacznej większości dotyczą one wpływu warunków i parametrów procesu na budowę strukturalną w obszarze złącza, jak również geometrii i wytrzymałości złącza spawanego, a także odkształceń i naprężeń. Natomiast pomimo wielu wyników badań, w dalszym ciągu proces spawania jest przyczyną powstawania odkształceń. Projektanci i wykonawcy powinni przestrzegać zasad określonych w przedmiotowych normach i wytycznych, w których określono m.in. dopuszczalne odchyłki wymiarowe. W artykule przedstawiono wyniki badań z zastosowaniem analizy numerycznej MES spawania konstrukcji stalowej. Przeanalizowano wpływ sposobu utwierdzenia konstrukcji podczas spawania na odkształcenia spawalnicze. - Struktura oraz własności użytkowe warstw natryskiwanych i napawanych przy zastosowaniu proszków z dodatkiem cząstek ceramicznych
Mateusz Sowa
Materiały dodatkowe w postaci proszku znajdują coraz szersze zastosowanie w technologiach napawania i natryskiwania wiązkami skoncentrowanej energii, takimi jak napawanie plazmowe oraz napawanie laserowe. W artykule przedstawiono aplikacje przemysłowe procesów zabezpieczania powierzchni przed zużyciem metodami napawania plazmowego proszkowego oraz natryskiwania gazowo-proszkowego. Próby technologiczne wykazały możliwość zastosowania obu tych technologii na stalach typu duplex, uzyskując wyższą skuteczność w zabezpieczaniu elementów przed zużyciem ściernym i kawitacyjnym w przypadku zastosowania proszków typu NiBSi i wyższą odporność niż elementy wykonane z tej stali. Przeprowadzono badania powłok po 6-miesięcznym okresie eksploatacji. Próbki poddano badaniom wizualnym i metalograficznym makroskopowym, przeprowadzono także pomiary warstwy natryskiwanej metodą mikroskopową i analizę mikrostruktury powłoki. Wykazano wysokie właściwości ochronne powłok uzyskiwanych metodami natryskiwania gazowo-proszkowego z przetapianiem po natryskiwaniu. - Rozszerzenie zastosowania technologii zgrzewania tarciowego z przemieszaniem dzięki użyciu innowacyjnej głowicy FSW
Mirosław Nowak, Paweł Szostek, Marcin Nowak
W artykule przedstawiono ogólne informacje na temat metody zgrzewania z mieszaniem materiału zgrzeiny FSW (Friction Stir Welding). Scharakteryzowano przebieg procesu zgrzewania, opisano budowę złącza, przedstawiono i omówiono wady oraz zalety metody, a także czynniki wpływające na jakość połączeń. W publikacji opisano innowacyjną głowicę do zgrzewania FSW firmy Stirweld (Francja), instalowaną na frezarkach CNC. Zilustrowano proces działania głowicy oraz omówiono korzyści wynikające z jej zastosowania w porównaniu ze zgrzewarkami FSW. - Wybrane aspekty badań ultradźwiękowych złączy spawanych materiałów różnorodnych
Łukasz Rawicki
W artykule przedstawiono aspekty wpływające na badania ultradźwiękowe różnorodnych materiałów. Istotne czynniki mające wpływ na dobór odpowiedniej techniki badania to struktura badanych materiałów, gruboziarnista anizotropowa struktura, wielkość ziarna które decydują o możliwości głowic zastosowanych do badania. Materiały różnorodne znajdują zastosowanie w wielu gałęziach przemysłu takich jak sektor energetyczny czy chemiczny. Budowa chemikaliowców wymaga użycia materiałów o strukturze dwufazowej stali typu duplex. Wykrycie nieciągłości wymaga zastosowania odpowiedniej techniki badania oraz techniki oceny, które przedstawiono w niniejszym artykule. - Zagrożenia rozproszonym promieniowaniem UV w otoczeniu stanowiska spawania łukowego
Agnieszka Wolska, Andrzej Rybczyński, Mariusz Wisełka, Jolanta Matusiak
Wymóg oceny zagrożenia zdrowia pracownika sztucznym promieniowaniem optycznym nakłada Dyrektywa 2006/25/EC oraz implementujące ją w Polsce rozporządzenia. Badania tych zagrożeń skupiają się na ocenie poziomu ekspozycji spawacza na bezpośrednie promieniowanie nadfioletowe łuku spawalniczego, natomiast nie dotyczą osób pracujących w otoczeniu stanowiska spawania. Część promieniowania optycznego emitowanego przez łuk ulega odbiciu i rozproszeniu do otoczenia stanowiska spawania i w ten sposób dociera poza barierę tworzoną przez ekrany spawalnicze lub inne środki ochrony zbiorowej. Za ekranami mogą pracować inne osoby i być narażone na odbite promieniowanie UV o poziomie ekspozycji przekraczającym dopuszczalne wartości (MDE). W artykule przedstawiono wyniki badań poziomu rozproszonego promieniowania UV w otoczeniu łuku spawalniczego podczas spawania metodami MAG, MAGPulse i TIG, przy wybranych parametrach spawania. Wyniki badań wskazują na potencjalne zagrożenie dla zdrowia pracowników wykonujących czynności pracy w otoczeniu stanowisk spawalniczych, nawet w przypadku, gdy stosowane są spawalnicze ekrany ochronne.
- Badania przyczyn korozji elementów wykonanych ze stali austenitycznej w gatunku 1.4301/ 1.4307 (X5CrNi18-10/ X2CrNi18-9)
Robert Jachym, Piotr Gotkowski, Jarosław Gazdowicz - A comprehensive study on the microstructure of APS Cr-Ni-Re coating after electron beam remelting
Marek Stanisław Węglowski, Piotr Śliwiński, Stanisław Dymek, Izabela Kalemba-Rec, Mateusz Kopyściański, Adriana Wrona, Marcin Lis - Stabilizacja wibracyjna skutecznym sposobem wyeliminowania energochłonnego wyżarzania odprężającego!
Piotr Sędek - Doświadczenia przy spawaniu różnoimiennych złączy doczołowych rur ze stali martenzytycznej THOR™ 115 – ze stalą w gatunku P92
Krzysztof Kwieciński, Marek St. Węglowski, Michał Urzynicok, Hanna Purzyńska - System MACS – Monitorowanie pozycjonowania głowicy w zrobotyzowanych procesach laserowych
Maciej Kurłowicz - Spawanie złączy doczołowych rur dwuwarstwowych z gatunku 3R12/4L7 z wykorzystaniem technologii laserowych
Michał Urbańczyk, Radosław Ciokan, Santina Topolska, Janusz Adamiec - Lutowanie wiązką elektronów różnoimiennych połączeń tytanu i stali odpornej na korozję z wykorzystaniem spoiwa na bazie Ag
Piotr Śliwiński, Krzysztof Kwieciński, Mateusz Kopyściański - Badania metalograficzne mikroskopowe złącza spawanego stali S960QL
Mirosław Łomozik - Porównanie metod badania na zginania złączy spawanych wiązką elektronów wykonanych ze stopu aluminium AW‑6061
Kamil Kubik, Piotr Gotkowski, Piotr Śliwiński - The characteristics of friction welded joints for air conditioning application
Marek Stanisław Węglowski, Aleksandra Węglowska, Jacek Pietrzak, Richert M., Noga P. - Friction Stir Welding of AZ91 magnesium alloy – microstructure and mechanical properties
Aleksandra Węglowska, Jacek Pietrzak, K. Mroczka, Stanisław Dymek, Mateusz Kopyściański, C. Hamilton, P. Kurtyka - Zgrzewanie ultradźwiękowe blach ze stopu aluminium EN AW 5251
Beata Rams - Spawanie stali odpornych na korozję a emisja pyłu spawalniczego
Jolanta Matusiak, Joanna Wyciślik-Sośnierz - Struktura i właściwości złączy zgrzewanych FSW ze stopu aluminium EN AW-6082
Damian Miara, Janusz Adamiec, Katarzyna Łyczkowska - Hartowanie powierzchniowe indukcyjne stali 30HGSNA po procesie nanobanityzacji
Marek Stanisław Węglowski, Wojciech Oborski, Mariusz Welcel, Janusz Skiba, Piotr Śliwiński, Kamil Kubik, Andrzej Norbert Wieczorek, Tomasz Tański, Marcin Staszuk - Technologia produkcji rur stalowych ze szwem spełniających wymogi bezpieczeństwa dla rurociągów transportowych cieczy i gazów o niskich ciśnieniach roboczych w kopalniach węgla kamiennego
Jacek Stępień - Badanie procesu hartowania przy użyciu wiązki elektronów stali 35HGS
Marek Stanisław Węglowski, Piotr Śliwiński, Kamil Kubik, Andrzej Norbert - Spawanie elektronowe stopów aluminium AlMgSi(Cu)
Marek Stanisław Węglowski, Piotr Śliwiński, Piotr Gotkowski, Marcin Miłowanow, Kamil Kubik, Monika Mitka, Bartłomiej Płonka, Sonia Boczkal - Zgrzewanie FSW stopów aluminium AlMgSi(Cu)
Aleksandra Węglowska, Marek Stanisław Węglowski, Jacek Pietrzak, Marcin Miłowanow, Kamil Kubik, Monika Mitka, Bartłomiej Płonka, Sonia Boczkal - System do zgrzewania quasi-jednoczesnego wraz z systemem nieniszczącej kontroli jakości procesu
Maciej Karpiński, Marcin Klimczyk, Wojciech Jopek

62. Międzynarodowa Konferencja Spawalnicza Nowoczesne spawalnictwo – nowoczesna przyszłość
13-15 października 2020
Sosnowiec
Wydarzenie miało status Międzynarodowego Kongresu MIS w Polsce.

Patronat honorowy
- dr hab. inż. Mirosław Łomozik – Przewodniczący Komitetu
- prof. dr hab. inż. Jan Pilarczyk- Przewodniczący Honorowy Komitetu
- David Landon
- Prof. Dr. Ing. Steffen Keitel
- Ing. Václav Minařík, CSc. CEO
- prof. dr hab. inż. Janusz Adamiec
- prof. dr hab. inż. Andrzej Ambroziak
- dr hab. inż. Tomasz Chmielewski
- prof. dr hab. inż. Stanisław Dymek
- dr hab. inż. Dariusz Fydrych
- dr hab. inż. Dariusz Golański, prof. nzw.
- dr hab. inż. Grzegorz Golański – prof. nzw.
- dr hab. inż. Jacek Górka
- prof. dr hab. inż. Andrzej Kolasa
- prof. dr hab. inż. Jerzy Łabanowski
- dr hab. inż. Zygmunt Mikno
- prof. dr hab. inż. Janusz Mikuła
- prof. dr inż. Zbigniew Mirski
- dr hab. inż. Krzysztof Mroczka
- prof. dr hab. inż. Jerzy Nowacki
- prof. dr hab. inż. Antoni W. Orłowicz
- dr inż. Adam Pietras
- prof. dr hab. inż. Jacek Senkara
- prof. dr hab. inż. Jacek Słania
- dr hab. inż. Eugeniusz Turyk, prof. nzw.
- prof. dr hab. inż. Edmund Tasak
- prof. dr hab. inż. Tomasz Węgrzyn
- dr hab. inż. Adam Zieliński prof. nzw.
- Spawanie wiązką elektronową stali walcowanej termomechanicznie S700MC
Jacek Górka, Sylwester Błacha, Dawid Zagrobelny
Określono wpływ spawania wiązką elektronową na własności doczołowych złączy spawanych stali walcowanej termomechanicznie S700MC o grubości 10 mm. Proces spawania przeprowadzono w pozycji podolnej na urządzeniu do spawania oraz modyfikowania powierzchni firmy Cambridge Vacuum Engineering, model XW150:30/756. Uzyskane złącza poddano badaniom nieniszczącym (badania wizualne, badania magnetyczno-proszkowe) oraz badaniom niszczącym: statycznej próbie rozciągania, próbie zginania, badaniom udarności w temperaturze -30°C, pomiarowi twardości oraz badaniom metalograficznym makro i mikroskopowym. Badania niszczące wykazały, że złącze spełnia wymagania poziomu jakości B zgodnie z normą PN EN ISO 13919-1. Analiza wyników badań niszczących doczołowego złącza spawanego wiązką elektronową wykazała wysokie własności wytrzymałościowe i plastyczne złączy doczołowych stali S700MC. Badania udarności wykazały, że w obszarze SWC dochodzi do spadku udarności w stosunku do udarności materiału rodzimego. Udarność SWC spada do 27 J/cm2, przy udarności materiału rodzimego 50 J/cm2. Dodatkowo zwiększa się również twardość SWC i spoiny do poziomu około 330 HV, przy twardości materiału rodzimego 280 HV - Spawanie kombinowane nowoczesnej stali P460NL2 mod. stosowanej na cysterny kolejowe
Janusz Adamiec, Michał Urbańczyk, Katarzyna Głowik, Michał Boryczka, Michał Majzner
W artykule przedstawiono wyniki prób technologicznych spawania stali P460NL2 mod. w układzie kombinowanym metod: laser + łuk kryty oraz hybryda (laser+MAG) w różnych geometriach przygotowania złączy. Jako kryteria przyjęto wymagania (wytrzymałość, udarność, twardość) dla złączy określone w dokumencie VdTUV 531 i normie PN-EN ISO 15614-1, PN-EN ISO 15614-11 i PN-EN ISO 15614-14. Uzupełnieniem były badania metalograficzne makroskopowe. Przy odpowiednio dobranych parametrach technologicznych procesu spawania hybrydowego oraz procesu kombinowanego można uzyskać poprawnie uformowane złącza doczołowe. Złącza spawane hybrydowo nie spełniają wymagań norm ze względu na przekroczenie maksymalnych twardości, tj. powyżej 380 HV10, natomiast proces spawania kombinowanego umożliwia wykonanie prawidłowego złącza o maksymalnej twardość 360 HV10, wytrzymałości na poziomie 665 MPa i pracy łamania powyżej 27 J, co spełnia wymagania przepisów technicznych. Uzyskane dane stanowią wytyczne technologiczne do opracowania technologii, która po kwalifikowaniu może być stosowana w praktyce przemysłowej. - Redukcja asymetrii prądu zgrzewania zgrzewarek wielopunktowych poprzez zróżnicowanie przekroju poprzecznego ramion
Mariusz Stępień, Zygmunt Mikno
Artykuł poświęcony jest analizie rozpływu prądu w zgrzewarkach rezystancyjnych wielopunktowych oraz doborowi przekroju poprzecznego ramion celem kompensacji asymetrii prądu zgrzewania w poszczególnych zgrzeinach. Przeanalizowano wpływ długości zgrzewarek wielopunktowych o rozstawie ramion (odległości między zgrzeinami) do 2 m przy różnych przekrojach poprzecznych ramion i różnej rezystywności materiału konstrukcyjnego (wynikającej ze zmiany temperatury). Analizę przeprowadzono dla zgrzewarek o prądzie znamionowym zgrzewania 5 kA. Wyznaczono wpływ zmiany wartości prądu na przekrój poprzeczny jądra zgrzeiny. - Podstawowe przyczyny kruchości złączy spawanych stali T/P24
Andrzej Gruszczyk, Mirosława Pawlyta
Przedstawiono wyniki badań skłonności do twardości wtórnej spoin stali T/P24 (7CrMoVTiB10-10) oraz ich strukturę i własności mechaniczne, KV, Rm, A5, Z, HV1, w stanie surowym i po obróbce cieplnej w zakresie temperatury 100–750°C. Wykazano, że w czasie spawania w spoinach dochodzi do rozpadu faz umacniających stal 7CrMoVTiB10-10 oraz przejścia składników stopowych i zanieczyszczeń do roztworu o sieci regularnej przestrzennie centrowanej A2 (bcc). Postawiono tezę, że głównym powodem obniżenia własności plastycznych spoin jest umocnienie roztworowe. Zwrócono uwagę na konieczność szczegółowej analizy wzajemnych oddziaływań atomów substytucyjnych i innych defektów sieci Feα z atomami międzywęzłowymi. Wskazano również na potrzebę zmiany kryteriów oceny spawalności nowoczesnych gatunków stali i na błędy popełnione przy wdrażaniu do przemysłu stali 7CrMoVTiB10-10. - Wstępna analiza wpływu obróbki niskoenergetyczną plazmą na poziom naprężeń wewnętrznych spawanej blachy ze stali S355
Dominika Nowak, Grzegorz Chruścielski, Andrzej Ambroziak, Igor Elkin
Artykuł stanowi opis pilotażowego badania, mającego na celu wstępną ocenę wpływu obróbki plazmą niskoenergetyczną na poziom naprężeń wewnętrznych w spawanej blasze. Wyjaśniono podobieństwo mechanizmu usuwania naprężeń za pomocą wyżarzania odprężającego oraz obróbki niskoenergetyczną plazmą. Tensometryczne pomiary naprężeń wewnętrznych, wykonane na blasze ze stali S355 po spawaniu oraz po obróbce w komorze plazmowej, wykazały spadek naprężeń wewnętrznych blachy na skutek obróbki plazmą niskoenergetyczną. - Spawanie metodą MAG konstrukcji środków transportu ze stali DOCOL 1200M
Bożena Szczucka-Lasota, Tomasz Węgrzyn, Bogusław Łazasz, Adam Jurek, Krzysztof Ireneusz Wilczyński
Ważnymi materiałami stosowanymi w budowie środków transportu są stale z grupy DOCOL, charakteryzujące się wysoką wytrzymałością na rozciąganie i granicą plastyczności. Stale te są trudno spawalne, a ich złącza nie gwarantują porównywalnych własności mechanicznych. Celem artykułu jest dobór parametrów spawania konstrukcji podestu ruchomego ze stali DOCOL 1200M. Postanowiono sprawdzić wpływ parametrów spawania na poprawność wykonanego złącza. Analizowano wpływ gazów osłonowych, roli podgrzewania wstępnego i temperatury warstw międzyściegowych na poprawność wykonanego złącza MAG konstrukcji podestu ruchomego o grubości 8 mm. - Ocena wybranych właściwości złączy spawanych stali o wysokiej wytrzymałości
Lechosław Tuz
Wykorzystanie nowoczesnych materiałów konstrukcyjnych niesie za sobą konieczność dostosowania typowych procesów spawalniczych do specjalnych wymagań wynikających z ograniczonej ich spawalności. Trudności w uzyskaniu złączy spawanych o wysokiej jakości mogą być konsekwencją zmniejszonych właściwości mechanicznych lub zmian w strukturze materiału, co wykracza poza wymagania norm przedmiotowych. Przykładem takiej stali jest stal o gwarantowanej granicy plastyczności 1300 MPa, gdzie wysoką wytrzymałość uzyskuje się przez dodatek niewielkich ilości pierwiastków węglikotwórczych i złożonych procesów obróbki cieplnej. Powoduje to, że wprowadzenie ciepła podczas spawania może pogarszać te właściwości nie tylko w samej spoinie, ale i w materiale przyległym. Wykonane badania wykazały, że krytycznym miejscem jest obszar nagrzewany poniżej 600°C, gdzie następuje zmniejszenie twardości materiału z ok. 520 HV do 330 HV. - Analiza mikrostruktury złącza spawanego stali P5 po eksploatacji
Agata Merda, Grzegorz Golański, Paweł Wieczorek, Kamil Staszałek
Badaniu poddano wycinek złącza spawanego bainitycznej stali P5. Analizowane złącze pobrano z wycinka rury po długotrwałej eksploatacji w podwyższonej temperaturze. Przeprowadzone badania metaloznawcze wykazały względnie niewielki stopień degradacji badanego materiału. W mikrostrukturze obserwowano zachowaną bainityczną budowę z wydzieleniami o różnej morfologii. Przeprowadzona identyfikacja wykazała występowanie w badanym złączu wydzieleń M23C6 i M2C. Węgliki M23C6 obserwowano po granicach ziaren byłego austenitu, natomiast wewnątrz ziaren/listew ujawniono występowanie węglików M2C i M23C6. Względnie niewielki stopień wyczerpania mikrostruktury badanego złącza wynikał zapewne z relatywnie niskiej temperatury i zbyt krótkiego czasu eksploatacji. - Wprowadzenie głęboko wtapiających metod spawania drogą do oszczędności materiałowych i zwiększania nośności konstrukcji spawanych
Krzysztof Kudła, Kwiryn Wojsyk, Krzysztof Makles, Michał Macherzyński
Przedstawiono możliwe oszczędności płynące ze stosowania procesów głęboko wtapiających w konstrukcjach spawanych. Uzyskano oszczędności materiałów dodatkowych sięgające 80% w stosunku do dotychczas zużywanych a odkształcenia spawalnicze ograniczono o 50%, zachowując maksymalną nośność złączy spawanych. Badania przeprowadzono dla stali S355J2, S460NL, S700MC, S690QL i 450HBW (Hardox) w zakresie grubości 8–20 mm oraz materiałów dodatkowych w gatunkach G4Si1 i G69. - Doświadczenia przy spawaniu złączy ze stali martenzytycznej nowej generacji THOR®115
Krzysztof Kwieciński, Michał Urzynicok, Antonella Ferrara, Valentina Barsan
Aktualny rozwój materiałów stosowanych w przemyśle energetycznym na elementy kotłów o parametrach nadkrytycznych stawia nowe wyzwania związane ze spawalnictwem. Wprowadzanie coraz to nowych kombinacji dodatków stopowych w celu osiągnięcia jak najlepszych właściwości mechanicznych, w tym odporności na pełzanie i utlenianie, nie pozostaje bez wpływu na spawalność nowych stali. Stale martenzytyczne zawierające 9% Cr, charakteryzują się dobrą odpornością na pełzanie i jednocześnie niską odpornością na utlenianie w temperaturze przekraczającej 600°C, natomiast stale o zawartości 12% Cr, tj. VM12-SHC lub X20CrMoV12-1 charakteryzują się znacznie wyższą odpornością na utlenianie, ale towarzyszy im mniejsza wytrzymałość w wyższych temperaturach. W 2018 roku włoski koncern Tenaris opracował nową stal o zawartości 12% Cr oznaczoną jako Thor ™ 115 (Tenaris High Oxidation Resistance). W niniejszym artykule zaprezentowano doświadczenia zdobyte podczas spawania złączy rur przy użyciu różnych materiałów dodatkowych (W CrMo91, S Ni 6082 oraz EPRI P87). W ramach pracy przeprowadzono serie badań zarówno nieniszczących (VT, PT, RT) jak i niszczących (próby rozciągania, zginania oraz udarności, pomiar twardości oraz badania metalograficzne makro- i mikroskopowe) mających na celu potwierdzenie wysokiej jakości wykonanych złączy. - Wybrane aspekty badań ultradźwiękowych trudnych materiałów
Łukasz Rawicki, Jacek Słania
Spawanie to proces specjalny, tzn. taki, którego wyniku nie można przewiedzieć w trakcie jego trwania, a ewentualne niezgodności mogą ujawnić się dopiero po jego zakończeniu. Bardzo ważne są więc badania złączy spawanych, w tym badania objętościowe. Często są to badania ultradźwiękowe dające możliwość wykrycia nieciągłości objętościowych. Badania ultradźwiękowe nastręczają wielu problemów przy badaniu złączy o dużej anizotropii, spowodowanych zjawiskami fizycznymi, takimi jak transformacja fali, rozpraszanie oraz tłumienie fali. Odpowiedzialna za te zjawiska jest struktura materiału i spowodowane nią różnice w rozchodzeniu wiązki ultradźwiękowej. W artykule przedstawiono przegląd czynników wpływających na wykonywanie badań ultradźwiękowych. - Wykorzystanie łukowych procesów spawania do kształtowania przyrostowego wyrobów metalowych
Krzysztof Pańcikiewicz
Przedstawiono przykłady wyrobów kształtowanych przyrostowo w procesie spawania 13 (MIG/MAG). Badania wykazały, że możliwe jest wytworzenie wyrobu ze stali niestopowej o strukturze zbliżonej do odlewów po obróbce cieplnej. Wyroby wytwarzane ze stali maraging wymagają przeprowadzenia obróbki cieplnej obejmującej ujednoradnianie. Możliwe jest wytworzenie wyrobów bimetalicznych, np. stal niestopowa–brąz. - Wpływ technologii spawania na odporność na zużywanie ścierne złączy płyt trudno ścieralnych
Michał Szymura, Artur Czupryński
Przedstawiono wyniki badań odporności na zużywanie ścierne typu metal-minerał złączy doczołowych blach z napoiną trudno ścieralną HARDPLATE 100S 5+3 wykonanych elektrodą otuloną z rdzeniem litym i proszkowym oraz drutem proszkowym samoosłonowym. Istotność wpływu ustalono prowadząc badania przy zastosowaniu programu statycznego randomizowanego kompletnego. Zakres badań obejmował także analizę składu chemicznego i fazowego, pomiar twardości oraz badania metalograficzne makro- i mikroskopowe złączy płyt trudno ścieralnych.
- Przyczyny korozji rurociągu stalowego stosowanego do zatłaczania wód złożowych
Robert Jachym, Piotr Gotkowski, Jarosław Gazdowicz - Zgrzewanie rezystancyjne z elektromechanicznym dociskiem elektrod
Zygmunt Mikno, Szymon Kowieski, Adam Pilarczyk, Michał Niemiec – bez afilacji - Doświadczenia przy spawaniu nowej generacji stali martenzytycznej THOR®115
Krzysztof Kwieciński, Kamil Kubik, Michał Urzynicok, Antonella Ferrara, Valentina Barsan - Spawanie naprawcze stali S1100QL
Mirosław Łomozik, Eugeniusz Turyk - Analiza numeryczna MES spawania wiązką promieniowania lasera Nd-YAG emitowaną w trybie impulsowym
Pikuła J., Węglowski M. St., Dworak J., Ziobro G., Szafron A. - System hybrydowy do stabilizacji wibracyjnej konstrukcji metalowych
Piotr Sędek, Mariusz Welcel, Krzysztof Kwieciński - Laser surface modification of Ni-Cr-Re alloy plasma spraying coating
Marek Stanisław Węglowski, Jerzy Dworak, Stanisław Dymek, Izabela Kalemba-Rec, Adriana Wrona, Katarzyna Kustra, Marcin Lis - Wire electron beam additive manufacturing of shape memory alloy
Marek Stanisław Węglowski, Sylwester Błacha, Krzysztof Kwieciński, Piotr Śliwiński, Jan Dutkiewicz, Łukasz Rogal - Comparative investigation of EBW, FSW and arc welding of 6082 aluminum alloy based on microstructure and mechanical properties
Marek Stanisław Węglowski, Aleksandra Węglowska, Krzysztof Kwieciński, Janusz Rykała, Piotr Noga, Maria Richert - Mikrostruktura i własności mechaniczne złącza spawanego wiązką elektronów ze stali 316Ti
Marek Stanisław Węglowski, Piotr Noga, Krzysztof Kwieciński, Maria Richert - Wpływ procesu cięcia plazmowego na jakość powierzchni cięcia stali konstrukcyjnej
Anatol Kałasznikow, Sławomir Kłos, Marek Stanisław Węglowski - Stopy niklowe modyfikowane renem w postaci proszków jako materiał na powłoki ochronne wytwarzane w procesach natryskiwania i przetapiania
Adriana Wrona, Katarzyna Kustra, Marcin Lis, Stanisław Dymek, Izabela Kalemba-Rec, Marek Stanisław Węglowski - Microstructure and mechanical properties of G18-8-MN stainless steel obtained using electron beam and focused laser rapid prototyping methods
Łukasz Rogal, Jan Dutkiewicz, Damian Kalita, Marek St.Węglowski, Sylwester Błacha, Krzysztof Kwieciński, Katarzyna Berent, Bogdan Antoszewski, Hubert Danielewski, Bogusz Kania - Effect of NB content on the microstructure and mechanical properties of TI-NB alloys fabricated by powder metallurgy
Damian Kalita, Łukasz Rogal, Jan Dutkiewicz, Przemysław Zackiewicz, Aleksandra Kolano-Burian, Marek St.Węglowski - Badanie struktury i własności warstw wierzchnich tytanu stopowanych laserowo i elektronowo związkami boru
Piotr Śliwiński - Crystallographic texture in a friction stir processed cast AlSi9Mg aluminum alloy
M. Wróbel, D. Nikolayev, T. Lychagina, M. Kopyściański, S. Dymek, M.S. Węglowski, Z. Sekretarev, A. Baczmanski - Wykorzystanie narzędzia bobbin-tool do zgrzewania stopów aluminium – własności złączy
Aleksandra Węglowska, Jacek Pietrzak - Wpływ skład gazu osłonowego na emisję zanieczyszczeń przy spawaniu blach ocynkowanych metodą MAG
Joanna Wyciślik-Sośnierz, Jolanta Matusiak - Badania wpływu warunków technologicznych zgrzewania rezystancyjnego z klejeniem na jakość złączy blach stalowych z powłokami ochronnymi
Szymon Kowieski, Jolanta Matusiak - Zgrzewanie tarciowe HSFW/FSW elementów elektrozaworów wykonanych ze stali automatowej 11SMnPb37 oraz stali nierdzewnej AlSI304
Damian Miara, Jolanta Matusiak, mgr inż. Mateusz Świetlik - Nowe rozwiązania w zgrzewaniu rezystancyjnym. „Od pomysłu do zastosowań przemysłowych”
Zygmunt Mikno, Adam Pilarczyk, Wojciech Oborski, Szymon Kowieski - Badania wytrzymałości stalowych złączy klejowych w aspekcie przygotowania powierzchni materiałów do klejenia
Beata Rams

60. Naukowo-Techniczna Konferencja Spawalnicza Technologie XXI wieku
16-18 października 2018
Sosnowiec
Patronat

patronat honorowy

patronat naukowy
- prof. dr hab. inż. Jan Pilarczyk – Przewodniczący Komitetu
- prof. dr hab. inż. Janusz Adamiec
- prof. dr hab. inż. Andrzej Ambroziak
- dr hab. inż. Tomasz Chmielewski
- dr inż. Bogusław Czwórnóg
- dr hab. inż. Dariusz Golański
- prof. dr hab. inż. Stanisław Dymek
- dr hab. inż. Jacek Górka
- prof. dr hab. inż. Andrzej Klimpel
- prof. dr hab. inż. Andrzej Kolasa
- prof. dr hab. inż. Jerzy Łabanowski
- dr hab. inż. Mirosław Łomozik, prof. nzw.
- prof. dr hab. inż. Janusz Mikuła
- prof. dr. inż. Zbigniew Mirski
- prof. dr hab. inż. Jerzy Nowacki
- prof. dr hab. inż. Antoni W. Orłowicz
- dr inż. Adam Pietras
- prof. dr hab. inż. Jacek Senkara
- prof. dr hab. inż. Andrzej Skorupa
- dr hab. inż. Jacek Słania, prof. nzw.
- prof. dr hab. inż. Edmund Tasak
- dr hab. inż. Eugeniusz Turyk, prof. nzw.
- prof. dr hab. inż. Tomasz Węgrzyn
- prof. dr hab. inż. Władysław Włosiński
- Znaczenie zintegrowanego systemu zapewnienia jakości w rozwoju i wdrażania kwalifikacji zawodowych
Rute Ferraz, Italo Fernandes, Monica Sibisteanu, Luísa Quintino, Chris Eady
Rosnące tempo zmian technologicznych w produkcji skraca okres przydatności tradycyjnych kwalifikacji. Utrzymanie wysokiego poziomu aktualnie obowiązującego monolitycznego kształcenia zawodowego wymaga dużego wkładu pracy w zakresie jego aktualizacji i przeglądu, zwłaszcza w kontekście międzynarodowym. Czwarta rewolucja przemysłowa przesuwa tradycyjne systemy edukacji do granic ich możliwości i rzuca światło na ich niedociągnięcia. Zapewnienie, że przyszli pracownicy będą zdolni do wyzwań związanych z Przemysłem 4.0 obejmuje kilka aspektów. Pracodawcy i ich pracownicy wymagają odpowiedniego i na wysokim poziomie szkolenia przed rozpoczęciem zatrudnienia, które dostarczy zarówno podstawowej wiedzy inżynierskiej, jak i wiedzy o najnowszych materiałach i procesach. Celem systemu szkolenia EWF jest zapewnienie właściwego i we właściwym czasie kwalifikowania personelu. Sukces firmy wywodzi się z solidnego i zorientowanego na przemysł systemu jakości z szerokim zaangażowaniem różnych zainteresowanych stron, do których należą instytuty spawalnictwa, ośrodki szkoleniowe, jednostki certyfikujące, firmy, wykładowcy i uczestnicy szkoleń. Podejście oparte na współpracy członków EWF i zainteresowanych stron zapewnia zharmonizowane zapewnienie jakości, które z kolei zapewnia wiarygodność międzynarodowych kwalifikacji, dzięki czemu zyskały one zaufanie pracodawców. W artykule przedstawiono, w jaki sposób kwalifikacje międzynarodowe wspierają wdrażanie i wykorzystywanie nowych technologii, umożliwiając wprowadzanie innowacji do produkcji. Ponadto przedstawiono znaczenie zintegrowanego systemu zapewnienia jakości w opracowywaniu i wdrażaniu kwalifikacji zawodowych, które wspierają mobilność i rozwój w zatrudnieniu. - Przemysł 4.0 a spawalnictwo
Marek St. Węglowski
Koncepcja Przemysłu 4.0 stanowi nowe wyzwanie dla przedsiębiorstw, również dla szeroko pojętej branży spawalniczej. Obecnie mamy do czynienia z IV Rewolucją Przemysłową, która rozpoczęła się w roku 2010, i która spowoduje znaczące zmiany nie tylko w zakresie produkcji wyrobów masowych ale również dotknie życia codziennego. Wiele rozwiązań jakie związane są z nową rewolucją przemysłową będzie wpływało na nas przez najbliższe lata. By sprostać nowym wymaganiom, kadra inżynierska będzie musiała ściślej współpracować w zespołach interdyscyplinarnych i w ten sposób wdrażać do praktyki przemysłowej również technologie spawania, zgrzewania lub klejenia. Producenci urządzeń spawalniczych oferują już rozwiązania, które wpisują się w idee Przemysłu 4.0. Czas jedynie pokaże, w jakim kierunku pójdzie rozwój branży spawalniczej. W pracy przedstawiono idee poszczególnych rewolucji przemysłowych, zarys historyczny rozwoju technologii spawania oraz wymagania dla personelu, który będzie wdrażał i korzystał z efektów Przemysłu 4.0. Zaprezentowano również przykładowe rozwiązania związane ze spawalnictwem. - Zrobotyzowane spawanie węzłów konstrukcyjnych zestawionych z kształtowników o przekroju rurowym
Uwe Mückenheim, Uwe Wolski, Steffen Lotz, Steffen Keitel, Jörg Müglitz, Tilo Sigmund
Konstrukcje inżynierskie wykonane z kształtowników o przekroju zamkniętym wykazują znacznie większą stabilność niż konstrukcje wytworzone z profili otwartych. Węzły konstrukcyjne tego rodzaju ustrojów wymagają połączeń spawanych o krzywoliniowej trajektorii usytuowanej w przestrzeni. Spawanie ram i kratownic z profili o przekroju zamkniętym wytwarzanych w małych i średnich przedsiębiorstwach prowadzone jest zazwyczaj w trybie ręcznym, co jest bardzo czasochłonne i kosztowne. Wymaga też personelu o odpowiednich kwalifikacjach. Spawacze muszą dostosowywać się do stale zmieniających się warunków zarówno w odniesieniu do przygotowania złączy, jak i pozycji spawania. Wymaga to intensywnego szkolenia. Zastąpienie zatem spawania ręcznego procesem zmechanizowanym odciążyłoby spawaczy w sposób znaczący. - Zrobotyzowane lutospawanie łukowe CMT rur ze stali 10CrMo9-10 z wewnętrzną wykładziną miedzianą
Zbigniew Mirski, Tomasz Wojdat, Paweł Kustroń, Wiesław Dreko, Leszek Mroczkowski, Dagmara Lądyszkowska
Przedstawiono problematykę związaną z lutospawaniem łukowym rur ze stali kotłowej 10CrMo9-10 (10H2M) wyłożonych wewnątrz wykładziną miedzianą. Wskazano na możliwości wytwarzania tego rodzaju połączeń przy użyciu konwencjonalnych i innowacyjnych metod spawalniczych. Przedstawiono wyniki badań radiograficznych, metalograficznych oraz mechanicznych (statyczna próba rozciągania i technologiczna próba zginania poprzecznego, pomiary twardości) złączy lutospawanych wykonanych na zrobotyzowanym stanowisku do lutospawania metodą CMT (Cold Metal Transfer). - Współczesne zastosowanie spawania mikroplazmowego
Dariusz Golański, Tomasz Chmielewski, Beata Skowrońska, Damian Rochalski
Omówiono zagadnienia związane z łukiem mikroplazmowym wykorzystywanym w procesach spawania, napawania i przetapiania. Scharakteryzowano istotę działania oraz warunki jarzenia się łuku plazmowego. Podano właściwości oraz zakres zastosowania spawania plazmowego. Zaprezentowano przykłady złączy cienkich elementów spawanych mikroplazmowo. Omówiono na przykładach wykorzystanie łuku mikroplazmowego w procesach napawania oraz przetapiania. Wskazano na korzystne cechy łuku plazmowego oraz jego potencjał aplikacyjny jako alternatywę dla innych spawalniczych źródeł ciepła. - Wielokrotne spawanie naprawcze metodą MAG stali S1100QL, z usuwaniem wadliwej części spoiny za pomocą obróbki mechanicznej
Eugeniusz Turyk, Mirosław Łomozik
Przeprowadzono badania wpływu jedno- i czterokrotnego oddziaływania cyklu cieplnego spawania naprawczego na własności mechaniczne złączy doczołowych blach o grubości 18 mm ze stali ulepszonej cieplnie gatunku S1100QL. Określono własności mechaniczne złącza produkcyjnego oraz złączy naprawianych z użyciem obróbki mechanicznej, wykonywanych metodą MAG drutem elektrodowym proszkowym o rdzeniu metalicznym (proces 138) gatunku STEIN-MEGAFIL 1100 M. Stwierdzono, że własności mechaniczne złączy naprawianych z użyciem obróbki mechanicznej są zbliżone do odpowiednich własności złączy po spawaniu naprawczym z usuwaniem wadliwej części spoiny za pomocą żłobienia elektropowietrznego. - Materiały spawalnicze charakteryzujące się obniżoną emisją chromu sześciowartościowego
Daniel Toncelli, Sorin Craciun, Bruno Leduey
Podano informacje o nowych materiałach dodatkowych do spawania popularnych gatunków stali nierdzewnych. Omówiono powstawanie Cr6+ w pyle i związek metali alkalicznych z tym procesem. Opracowane zostały elektrody otulone i druty z rdzeniem proszkowym charakteryzujące się zmniejszoną emisją pyłu podczas spawania i mniejszą zawartością kancerogennego chromu sześciowartościowego w pyle. Jedną z głównych trudności, jaką było zapewnienie niezbędnych właściwości otuliny elektrod rozwiązano, stosując otulinę dwuwarstwową. Nowe gatunki elektrod i drutu proszkowego poddano testom, m. in. w brytyjskim TWI, w celu porównania emisji pyłu i zawartości Cr6+ z materiałami standardowymi. Badania wykazały, że emisja Cr6+ u źródła jest 4 razy mniejsza w przypadku elektrod i 3-krotnie mniejsza dla drutów proszkowych, w porównaniu z materiałami standardowymi. - Zwiększanie trwałości zmęczeniowej spoin stali o wysokiej wytrzymałości metodą HFMI
Tomáš Brtník, Ivan Mika, Jakub Dolejš
Trwałość zmęczeniowa połączeń spawanych w warunkach zmęczenia średnio i wysokocyklowego była do niedawna jednym z czynników ograniczających szersze zastosowanie stali o wysokiej wytrzymałości. Ostatnie badania nad zwiększeniem trwałości zmęczeniowej złączy spawanych pokazują, że trwałość zmęczeniowa spoin (złączy spawanych) może zostać znacznie zwiększona za pomocą wysokoczęstotliwościowej mechanicznej obróbki udarowej (High Frequency Mechanical Impact -HFMI). Przeprowadzone niezależnie badania wykazały, że wzrost trwałości zmęczeniowej jest proporcjonalny do wytrzymałości materiału rodzimego przy stosowaniu tej metody. Metoda ta opiera się na wprowadzeniu naprężenia ściskającego w punkcie krytycznym przejścia spoiny w materiał rodzimy i jest zaawansowaną wersją metod opracowanych w latach siedemdziesiątych na terytorium ówczesnego Związku Radzieckiego, stosowanych w celu zwiększenia trwałości zmęczeniowej złączy spawanych konstrukcji łodzi podwodnych. Metoda nadaje się do obróbki zarówno spoin czołowych, jak i pachwinowych. Niniejszy artykuł podsumowuje aktualną wiedzę na temat użyteczności i praktycznego zastosowania metody HFMI dla stali konwencjonalnych (o niższych własnościach wytrzymałościowych) i wysokowytrzymałych. Istotnym czynnikiem wpływającym na wzrost zainteresowania metodą HFMI było uwzględnienie tej metody w zaleceniach Międzynarodowego Instytutu Spawalnictwa (MIS) dotyczących obliczeń zmęczeniowych konstrukcji. - Wpływ spawania elektronowego i obróbki cieplnej na strukturę i własności tytanu technicznego z domieszką stopową boru
Swietłana G. Grigorenko, Valerij Ju. Belous
Rozpatrzono charakterystyczne cechy formowania połączenia spawanego stopu tytanu (Ti – TiB) wykonanego wiązką elektronów. Zbadano wpływ późniejszej obróbki cieplnej na przemiany strukturalno-fazowe w metalu spoiny i strefie wpływu ciepła. Obróbka cieplna połączeń spawanych prowadzi do rozpadu fazy metastabilnej, rozmieszczenia cząsteczek boru w strukturze i zwiększa jednorodność strukturalną, co przyczynia się do polepszenia własności mechanicznych. - Napawanie utwardzające drutem proszkowym w celu zwiększenia trwałości dysków wirujących rozwłókniarki do produkcji wełny mineralnej
Leonid N. Orłow, Andriej A. Goljakewicz, Igor I. Aleksejenko
Omówiono technologię napawania dysków rozwłókniarki wełny mineralnej drutem proszkowym metodą MAG, łukiem samoosłonowym oraz łukiem krytym. Podano wyniki badań trwałości dysków w zależności od składu chemicznego napawanej warstwy roboczej. - Przemysł 4.0 w spawaniu
Gerhard Posch, Jürgen Bruckner, Helmut Ennsbrunner
Aby przejść do kolejnego etapu rozwoju technologii spawalniczych, tj. zastosowania koncepcji Przemysłu 4.0 i „Internetu rzeczy” w spawaniu, konieczne jest zrozumienie i przekazanie niezbędnej wiedzy personelowi spawalniczemu odpowiedzialnemu za rozwój technologii już dzisiaj, by łatwiej było uzyskać niezbędne dane maszynowe w przyszłości. Dlatego konieczne jest rozwijanie i dostosowywanie nowoczesnego sprzętu spawalniczego do potrzeb inteligentnej fabryki oraz gromadzenia i analiz wielu danych, które są istotne dla procesu spawania. W artykule przedstawiono krótki przegląd możliwości i pomysłów, jakie są dostępne już dzisiaj w celu dostosowania obecnych rozwiązań na potrzeby Przemysłu 4.0 w przyszłości. - Wpływ warunków zgrzewania na strukturę i własności złączy ze stopu aluminium przerabianego plastycznie przy wysokowydajnym zgrzewaniumetodą FSW
Damian Miara, Jolanta Matusiak
Proces zgrzewania tarciowego FSW w większości przypadków jest stosowany do łączenia elementów wykonanych z materiałów jednoimiennych. Zasadniczo, do tego rodzaju konstrukcji wykorzystuje się również niewielką prędkość zgrzewania. W artykule przedstawiono wyniki badań dotyczące wysokowydajnego zgrzewania metodą FSW stopu aluminium przerabianego plastycznie, a także określono wpływ warunków zgrzewania na strukturę i własności powstałych złączy. Uzyskane rezultaty wskazują, że otrzymane połączenia cechują się wysoką jakością i nie zawierają niezgodności spawalniczych. - Zastosowanie systemu wizyjnego do automatycznej oceny stopnia zużycia elektrod na zrobotyzowanym stanowisku do zgrzewania rezystancyjnego punktowego
Marcin Korzeniowski, Agnieszka Domińczuk, Jakub Jurenc, Tomasz Piwowarczyk
Problematyka oceny stopnia zużycia elektrod do zgrzewania rezystancyjnego punktowego jest istotnym zagadnieniem, mającym znaczący wpływ na jakość połączeń zgrzewanych. W artykule przedstawiono autorskie stanowisko, które zintegrowano poprzez połączenie robota przemysłowego, systemu wizyjnego, kolumnowej ostrzałki do elektrod oraz lampy “Smart Light”. Elementy stanowiska: czujniki i system wizyjny zostały dobrane pod kątem ich wykorzystania w seryjnej produkcji konstrukcji zgrzewanych. Opracowany i zoptymalizowany system pozwala na automatyczną ocenę stopnia zużycia nasadek do zgrzewania rezystancyjnego punktowego, a zaimplementowane i przetestowane algorytmy decyzyjne umożliwiają przeprowadzenie procesu zgrzewania z ciągłą kontrolą jakości nasadek oraz ocenę możliwości ich dalszego ostrzenia w toku procesu produkcyjnego. - Wpływ czystości gazu formującego grań na jakość złączy spawanych orbitalnie metodą TIG austenitycznych stali nierdzewnych
Jacek Górka, Karolina Grzesica, Krzysztof Golda
W artykule przedstawiono badania określające wpływ czystości gazu formującego na jakość złączy rur z austenitycznej stali nierdzewnej X5CrNi18-10 (1.4301) o wymiarach: ф 50,8 x 1,5 mm, wykonanych metodą spawania orbitalnego TIG bez użycia materiału dodatkowego. W zakresie przeprowadzonych badań wykonano: badania składu chemicznego, badania zawartości ferrytu delta, badania nieniszczące złączy spawanych, w tym badania wizualne wraz z oceną barw nalotowych od strony grani spoiny oraz od strony lica spoiny, badania radiograficzne i metalograficzne, a także badania niszczące złączy spawanych. Ochronę metalurgiczną lica spoiny stanowił gaz osłonowy w postaci argonu o czystości 5.0, którego natężenie przepływu wynosiło 8 dm3/min. Grań powstającej spoiny była początkowo chroniona poprzez zastosowanie gazu formującego w postaci argonu o czystości 5.0, a następnie mieszanek argonu z powietrzem. Przeprowadzone badania wykazały, że wraz ze wzrostem zawartości tlenu szczątkowego w mieszance gazu formującego następuje zmiana barw warstw tlenkowych występujących w obrębie obszaru SWC oraz obszaru grani spoiny. Ze względu na wymagania zawarte w duńskim raporcie 94.34 Instytutu Force Technology oraz amerykańskiej normie ASME BPE-2012, dotyczące barw nalotowych, jedynie złącze o zawartości 4 i 25 ppm tlenu szczątkowego w mieszance gazów formujących mogą być dopuszczone do użytku po uprzednim oczyszczeniu i pasywacji. - Zastosowanie statystycznych metod wielowymiarowych do badań zagadnień spawalniczych
Dariusz Fydrych, Aleksandra Świerczyńska, Grzegorz Rogalski, Jerzy Łabanowski
Zjawiska i procesy zachodzące podczas spajania są zazwyczaj bardzo złożone i należy je opisywać metodami wielowymiarowymi. W artykule opisano podstawy metodologiczne i wybrane obszary zastosowania rozwiązywania problemów spawalniczych z wykorzystaniem statystycznych metod wielowymiarowych. Przedstawiono przykłady użycia teorii planowania eksperymentu, analizy regresji wielokrotnej, analizy skupień, analizy składowych głównych i analizy regresji logistycznej. Zastosowanie analiz wielowymiarowych daje możliwość matematycznego opisu procesów spajania, co można, po przeprowadzeniu weryfikacji merytorycznej, wykorzystywać do przewidywania ich skutków, a zwłaszcza do prognozowania właściwości i trwałości eksploatacyjnej konstrukcji spawanych. - Radiografia cyfrowa – przygotowanie systemu do badań
Jacek Słania, Marcin Matuszewski
Radiografia cyfrowa znajduje coraz szersze zastosowanie w badaniach nieniszczących złączy spawanych i odlewów, pozwalając na otrzymanie powtarzalnej metody badań i skrócenia czasu badania do minimum. Jednak by móc otrzymać prawidłowy wynik, należy w procesie badania wyrobów dokonać weryfikacji poziomów jakości zgodnie z normą wyrobu lub specyfikacją klienta. Proces przygotowania badania w przypadku radiografii cyfrowej ma zasadniczy wpływ na wyniki badań, w związku z czym w artykule omówiono procedurę kalibracji systemu do badań, która pozwala na wzrost poziomu wykrywalności i spełnienia stawianych wymagań jakościowych. - Nowe spojrzenie na klasyfikację pęknięć połączeń spawanych i lutospawanych
Krzysztof Pańcikiewicz, Lechosław Tuz, Zbigniew Żurek
Wytwarzanie konstrukcji z użyciem nowoczesnych materiałów i technologii łączenia nierzadko niesie za sobą problemy związane z ich ograniczoną spawalnością. Zdolność do otrzymywania złączy o wymaganych własnościach może być ograniczona m.in. przez skłonność do występowania pęknięć. W pracy dokonano przeglądu sposobów klasyfikacji pęknięć złączy spawanych i lutospawanych opartych na przyczynach i okresie ich powstawania. Jako podstawowy podział pęknięć związanych z produkcją/wytwarzaniem przyjęto pęknięcia gorące, zimne, lamelarne oraz wyżarzeniowe. Zaproponowano rozszerzenie tej klasyfikacji o szczególne przypadki pęknięć występujących w temperaturze wyższej od temperatury otoczenia i niższej od dolnej granicy zakresu kruchości wysokotemperaturowej. W powstałym w ten sposób przedziale temperatury mogą wystąpić pęknięcia spowodowane utratą plastyczności w stanie stałym na skutek wystąpienia kruchości wysokotemperaturowej II rodzaju oraz pęknięcia spowodowane kruchością w obecności ciekłych metali. - Wpływ podgrzewania wstępnego na strukturę i właściwości mechaniczne stali S1300QL
Lechosław Tuz
Zastosowanie nowoczesnych materiałów konstrukcyjnych niesie za sobą konieczność dostosowania typowych procesów spawalniczych do specjalnych wymagań wynikających z ograniczonej spawalności wykorzystywanych materiałów. Wynika to nierzadko ze złożonego składu chemicznego lub unikatowych właściwości mechanicznych uzyskiwanych w procesach technologicznych wytwarzania stali i stopów. Przykładem takiej stali jest stal o gwarantowanej granicy plastyczności 1300 MPa, gdzie wysoką wytrzymałość uzyskuje się przez dodatek niewielkich ilości pierwiastków węglikotwórczych i złożonych procesów obróbki cieplnej. Powoduje to, że nie tylko wprowadzenie ciepła podczas spawania może spowodować zmniejszenie tych właściwości, ale i wszelkie zabiegi dodatkowe związane z przygotowaniem brzegów do spawania czy proces podgrzewania wstępnego. W badaniach przeprowadzono proces symulowanego podgrzewania wstępnego przy zastosowaniu różnych warunków chłodzenia. Pozwoliło to określić dopuszczalną temperaturę, przy której nie zachodzą istotne zmiany, jak również temperatury krytyczne, powyżej których następuje istotna zmiana właściwości mechanicznych. - Kontrola właściwości złącza martenzytycznej stali AHSS w warunkach złożonego cyklu cieplnego procesu HPAW
Jerzy Nowacki, Adam Sajek
Scharakteryzowano podstawowy problem kontroli właściwości złączy wykonanych ze stali AHSS w odniesieniu do konwencjonalnych stali konstrukcyjnych, bazujący na wyznaczaniu czasu stygnięcia t8/5. Zaproponowane rozwiązanie w postaci zastosowania metody elementów skończonych bazuje na dwóch modelach obliczeniowych. Przedstawiono model materiałowy, który uwzględnia właściwości pojedynczych faz metalicznych oraz ich interakcje w trakcie cyklu spawania. Jako drugi, opisano numeryczny model hybrydowego źródła ciepła HPAW (plazma + MAG) składający się z dwóch predefiniowanych w oprogramowaniu Simufact. Welding modeli, adekwatnych do charakterów procesów składowych. Przeprowadzono symulację spawania oraz eksperyment weryfikujący. Wykazano zgodność wyników symulacji i jej wysoką przydatność w zakresie kontroli właściwości analizowanych złączy. - Nowe osiągnięcia technologii spawania laserem włóknowym
Vijay Kancharla, Marco Mendes, Michael Grupp, Brian Baird
Lasery włóknowe stanowią nowatorskie narzędzie w rękach spawalnika. Nieustanny ich rozwój, a także opracowywane nowe techniki spawania umożliwiają wykonanie zadań technologicznych bardzo trudnych bądź niemożliwych do spełnienia za pomocą konwencjonalnych laserów technologicznych i konwencjonalnych technik spawania, jak np. spawanie precyzyjnych elementów wykonanych z miedzi, materiałów różnoimiennych, a także materiałów w postaci cienkich folii metalowych lub elementów niedokładnie wykonanych czy też niedokładnie zestawionych. W artykule przedstawiono technikę spawania wiązką promieniowania laserowego odchylaną dynamicznie i omówiono jej zalety w zastosowaniu do spawania miedzi i stopów aluminium, a także do łączenia tworzyw sztucznych. Opisano także technikę zintegrowanego monitorowania procesu „inline coherent imaging (ICI)” umożliwiającą poprawę jakości spawanych elementów. - Wpływ technologii spawania hybrydowego na strukturę i właściwości stali o podwyższonej granicy plastyczności S960QL
Michał Urbańczyk, Marek Banasik, Sebastian Stano, Janusz Adamiec
Opisano zalety procesu spawania hybrydowego laser + MAG. Podano korzyści oraz przykłady zastosowania stali o wysokiej granicy plastyczności S960QL. Przedstawiono wyniki badań spawania hybrydowego złączy doczołowych o różnych grubościach ze stali ulepszonych cieplnie o podwyższonej granicy plastyczności 960 MPa zarówno w pozycji PA, jak i PC. Przedstawiono także wyniki badań metalograficznych makro i mikroskopowych uzyskanych złączy. - Pękanie konstrukcji spawanych w energetyce
Janusz Adamiec
Wzrost zapotrzebowania na energię elektryczną powoduje konieczność modernizacji i budowy instalacji o coraz większej sprawności. Budowa bloków energetycznych na parametry nadkrytyczne i ultranadkrytyczne wymaga stosowania nowych technologii i nowych materiałów. W pracy przedstawiono dwa przykłady pękania instalacji kotłowych związane z zastosowaniem nowej technologii spawania hybrydowego oraz materiału Alloy 59. Stwierdzono, że stosowanie najnowszych osiągnięć, zarówno technologicznych, jak i materiałowych, jest zasadne pod warunkiem analizy i weryfikacji założeń konstrukcyjnych i warunków eksploatacji. - Spawanie blach stalowych z cynkowymi powłokami ochronnymi a emisja zanieczyszczeń pyłowych i gazowych do środowiska pracy
Jolanta Matusiak, Joanna Wyciślik-Sośnierz
Przedstawiono badania których celem była ocena wpływu parametrów technologicznych spawania łukowego elektrodą topliwą blach stalowych z powłokami ochronnymi na wielkość emisji pyłu i gazów (CO, NOx). Wyznaczono korelacje pomiędzy metodą spawania, rodzajem powłoki ochronnej, parametrami prądowymi, rodzajem materiału dodatkowego a emisją zanieczyszczeń. Badania prowadzone były dla spawania metodami MAG, CMT, ColdArc oraz AC MIG Pulse blach stalowych z różnymi rodzajami powłok ochronnych antykorozyjnych. Jako materiał dodatkowy zastosowano drut lity w gat. G3Si1 o śr. 1,2 mm oraz drut proszkowy z wypełnieniem metalicznym o oznaczeniu T3T Z M M 1 H15 o śr. 1,2 mm. - Zaawansowane metody projektowania i weryfikacji torów jezdnych i pozycjonerów spawalniczych – zewnętrznych osi robotów
Paweł Cegielski, Dariusz Golański, Paweł Kołodziejczak, Andrzej Kolasa, Damian Rochalski, Tadeusz Sarnowski
Wieloosiowe pozycjonery spawalnicze oraz tory jezdne przeznaczone do zintegrowania z robotem przemysłowym jako ich zewnętrze osie powinny cechować się, oprócz określonej struktury kinematycznej i szerokiego zakresu ruchów, także wysoką sztywnością, przekładającą się na założoną powtarzalność pozycjonowania. Tego typu wymagania stają nierzadko w sprzeczności, stąd opracowanie bezpiecznej i funkcjonalnej konstrukcji wymaga zaawansowanych metod projektowania i weryfikacji. Dochodzenie do ostatecznego rozwiązania nie może być prowadzane wyłącznie w oparciu o intuicję konstruktora, czy kryterium najniższej ceny. Jednym z uznanych sposobów weryfikacji modeli konstrukcyjnych CAD jest zastosowanie analizy wytrzymałościowej MES (metodą elementów skończonych). W artykule przedstawiono efekty prac badawczo – rozwojowych dotyczących budowy i wdrożenia przemysłowego w PPU „ZAP Robotyka” w Ostrowie Wielkopolskim nowych typów maszyn manipulacyjnych – zewnętrznych osi robotów.
Łańcuch dostawców konstrukcji spawanych i usług NDT w budowie pierwszej polskiej elektrowni jądrowej – notatka z sesji.
Patronaty:
- Międzynarodowa Agencja Energii Atomowej (IAEA – International Atomic Energy Agency)
- Ministerstwo Energii
Prezentacje:
- Kamienie milowe oraz zaangażowanie przemysłu wg IAEA w procesie tworzenia nowego programu energetyki jądrowej – Satoru YASURAOKA
- Kompleksowa propozycja współpracy CGN podczas budowy elektrowni jądrowej w Polsce (HPR1000) – Kuang Yanjun, Fan Shubin
- Kontrola połączeń spawanych przed i podczas eksploatacji reaktora EPR – Etienne Martin
- Technologie spawania reaktora ABWR (Potencjalna współpraca z firmami polskimi przy budowie pierwszej elektrowni jądrowej w Polsce) – Yu Kuwada
- Łańcuch dostaw KHNP dla polskich dostawców – Victor Kum
- Wprowadzenie do zagadnień spawalniczych w układach pomocniczych (BOP) elektrowni jądrowej – Gyue-seog Jeong
- Perspektywy udziału krajowego przemysłu spawalniczego w łańcuchu dostaw podczas budowy pierwszej elektrowni jądrowej w Polsce – Jerzy Niagaj
Warsztaty (tylko w j. angielskim) prowadzone przez IAEA z Wiednia
Wdrażanie międzynarodowych kodów, norm i standardów jądrowych do krajowych przepisów technicznych
- The IAEA Milestones Approach and Industrial Involvement to assist developing national nuclear infrastructure – Satoru Yasuraoka
- Industrial Involvement and International codes/standards – technical requirements – Humberto Werdine Viotti
- KEY CONDITIONS for national policies / strategies to allow for a successful industrial involvement – Jean-Marc de Guio
- Nuclear power programme in Poland – Andrzej Sidło
Jak przygotować się do realizacji projektów w sektorze energetyki jądrowej
- Badania stanu technicznego elementów stalowych w konstrukcjach hydrotechnicznych
Piotr Gotkowski, Robert Jachym - Badania metalograficzne drutów proszkowych poddanych działaniu środowiska
Aleksandra Świerczyńska, Michał Landowski, Dariusz Fydrych - Zaawansowane metody projektowania i weryfikacji torów jezdnych i pozycjonerów spawalniczych – zewnętrznych osi robotów
Paweł Cegielski, Dariusz Golański, Paweł Kołodziejczak, Andrzej Kolasa, Damian Rochalski, Tadeusz Sarnowski - Napawanie wiązką elektronów – analiza procesu
Marek St. Węglowski, Sylwester Błacha - Charakterystyka mikrostrukturalna materiału deponowanego drutem ze stali odpornej na korozję przy użyciu wiązki elektronów
Łukasz Rogal, Jan Dutkiewicz, Damian Kalita, Marek St. Węglowski, Sylwester Błacha, Robert Jachym - Zastosowanie wiązki laserowej i elektronów w technologii przyrostowej – własności mechaniczne i budowa mikrostrukturalna
Bogdan Antoszewski, Hubert Danielewski, Marek St. Węglowski, Sylwester Błacha, Robert Jachym - Influence of heat treatment on the microstructure and mechanical properties of Ti-6Al-4V alloy prepared by 3D printing
Damian Kalita, Łukasz Rogal, Marek St. Węglowski, Jan Dutkiewicz, Tomasz Durejko, Tomasz Czujko - Spawanie blach stalowych z cynkowymi powłokami ochronnymi a emisja zanieczyszczeń pyłowych i gazowych do środowiska pracy
Jolanta Matusiak, Joanna Wyciślik - Zgrzewanie tarciowe metodami FSW oraz HSFW wysokowytrzymałych stopów tytanu
Damian Miara, Jolanta Matusiak, Adam Pietras, Maciej Krystian, Marcin Dyner - Zgrzewanie garbowe śrub i nakrętek z pneumatycznym i elektromechanicznym dociskiem
Zygmunt Mikno, Szymon Kowieski, Adam Pilarczyk, Michał Niemiec
58. Naukowo-Techniczna Konferencja Spawalnicza Spawalnictwo w Dobie Przemysłu 4.0
18-20 października 2016
Sosnowiec
patronat
patronat

współpraca
58. Konferencja Spawalnicza została dofinansowana przez Ministerstwo Nauki i Szkolnictwa Wyższego, w ramach umowy nr 936/P-DUN/2016, ze środków przeznaczonych na działalność upowszechniającą naukę. Kwota dofinansowania: 15 000 zł
- prof. dr hab. inż. Janusz Adamiec
- prof. dr hab. inż. Andrzej Ambroziak
- dr inż. Bogusław Czwórnóg
- prof. dr hab. inż. Andrzej Gruszczyk
- prof. dr hab. inż. Andrzej Klimpel
- prof. dr hab. inż. Andrzej Kolasa
- prof. dr hab. inż. Jerzy Łabanowski
- prof. dr hab. inż. Mirosław Łomozik
- prof. dr hab. inż. Janusz Mikuła
- prof. dr hab. inż. Zbigniew Mirski
- prof. dr hab. inż. Jerzy Nowacki
- prof. dr hab. inż. Antoni W. Orłowicz
- dr inż. Adam Pietras
- prof. dr hab. inż. Jan Pilarczyk
- prof. dr hab. inż. Jacek Senkara
- prof. dr hab. inż. Andrzej Skorupa
- prof. dr hab. inż. Jacek Słania
- prof. dr hab. inż. Edmund Tasak
- prof. dr hab. inż. Stanisław Tkaczyk
- prof. dr hab. inż. Eugeniusz Turyk
- prof. dr hab. inż. Władysław Włosiński
- DIN 2304 – wymagania jakości dla procesów klejenia
Erik Meiß
Obecne stosowane kleje to produkty wysokiej jakości. Właściwe ich stosowanie prowadzi do uzyskania produkcji bezodpadowej. Jeśli jednak występują błędy, to w ponad 90% wynikają one z błędów pojawiających się w procesie klejenia, a nie zastosowanego kleju, dlatego też norma DIN 2304 wprowadza wymagania jakości dla właściwego stosowania klejów. Norma DIN 2304 określa również aktualny stan wiedzy technicznej w zakresie organizacji profesjonalnego wdrażania procesów klejenia w przedsiębiorstwie. W związku z tym jakość procesu klejenia będzie dostosowana do jakości produkcyjnego procesu klejenia. W tym kontekście DIN 2304 dotyczy wszystkich złączy klejonych, których głównym zadaniem jest przenoszenie obciążeń, niezależnie od właściwości mechanicznych i plastycznych, jak również mechanizmu utwardzania użytego kleju. Ze względu na fakt, że OEM Working Group “Automotive” zdecydowała o wdrożeniu normy do swoich produkcji, DIN 2304 może w krótkim czasie stać się normą ogólnoświatową tak dla producentów samochodów, jak również dla ich dostawców. - Zrobotyzowane urządzenia spawalnicze MIG dla dużych konstrukcji stalowych)
Steffen Keitel, Uwe Wolski, Uwe Mückenheim, Christian Sondershausen, Jörg Müglitz
Wielkość produkcji spawalniczej, geometria i normy jakościowe w sektorze energetyki wiatrowej wymagają automatyzacji. Zastosowanie konwencjonalnych robotów przemysłowych często nie jest możliwe ze względu na czynniki bezpieczeństwa, koszty, dostępne miejsce pracy i niezbędny czas programowania. Z drugiej strony, typowe zadania obróbcze, takie jak cięcie, spawanie łukowe i badania ultradźwiękowe są na tyle złożone, że nie mogą one być zmechanizowane za pomocą prostego oprzyrządowania. Małe, tanie, modułowe urządzenia na szynach, znane jako gąsienicowce, wypełniają lukę między prostym zmechanizowanym sprzętem, z jednej strony, a robotami przemysłowymi z drugiej. Charakteryzują się one łatwą obsługą i wszechstronnością w użytkowaniu, nawet w trudnych warunkach terenowych jak te pierwsze oraz możliwością programowania i ruchem sterowanym za pomocą czujników jak w robotach przemysłowych. W artykule omówiono możliwości i ograniczenia ww. koncepcji w odniesieniu do szeregu przykładów ich zastosowania. - Wpływ odmian spawania łukowego w osłonie gazów na właściwości złączy spawanych ze stali o podwyższonej wytrzymałości
M. Fiedler, A. Plozner B. Rutzinger, W. Scherleitner
Czas stygnięcia w zakresie temperatury 800°C÷500°C jest ważnym czynnikiem określającym własności złączy spawanych ze stali o wysokiej wytrzymałości. W procesie spawania czas chłodzenia t8/5 może być sterowany przez ilość wprowadzonego do materiału ciepła, a także poprzez różną grubość ścianki materiału spawanego. Nowoczesne metody spawania łukowego, wprowadzając ograniczoną ilość ciepła do materiału, zapewniają jednocześnie zachowanie współczynnika stapiania i poprawiają stabilność poziomu wytrzymałości za pomocą zoptymalizowanych nastawów spawarki. W artykule porównano wpływ konwencjonalnych procesów spawania, takich jak: spawanie łukowego w osłonie gazu łukiem krótkim, łukiem natryskowym i łukiem pulsującym z nowo wprowadzonymi procesami, jak: PMC (Pulse Multi Control) i innymi w odniesieniu do właściwości spoiny. Szczególny nacisk położono na właściwości stopiwa i spoiny. Przedstawiono opracowane na tej podstawie praktyczne wnioski i zalecenia w celu optymalizacji właściwości złączy spawanych. - Spawanie wiązką laserową złączy teowych blach o grubości 10 mm ze stali walcowanej termomechanicznie
Jacek Górka, Sebastian Stano
Przedstawiono badania dotyczące technologii spawania wiązką laserową złączy teowych bez materiału dodatkowego stali obrabianej termomechanicznie o wysokiej granicy plastyczności S700MC o grubości 10 mm. Wykonano złącza spawane jednostronnie i dwustronnie. Przeprowadzone badania nieniszczące pozwoliły sklasyfikować złącza na poziomie jakości B zgodnie z normą PN-EN ISO 13919-1. W przypadku spawania jednostronnego przy zastosowaniu mocy wiązki na poziomie 11 kW uzyskano wtopienie na głębokości 8 mm, bez wyraźnego odkształcenia środnika złącza. Uzyskane złącza spawane dwustronnie charakteryzują się poprawną geometrią, a wymiary występujących w spoinach pęcherzy gazowych spełniają kryteria wymiarów granicznych poziomu jakości B (wymagania ostre). Spoina posiada strukturę bainityczno-ferrytyczną, a jej twardość wzrasta o około 60 HV1 w stosunku do twardości materiału rodzimego (280 HV1). W obszarze SWC następuje niewielkie zmiękczenie w stosunku do twardość materiału rodzimego. - Spawanie stali odpornych na korozję o strukturze dwufazowej
Vincent Van der Mee
Przedstawiono stale dwufazowe stosowane w nowoczesnych gałęziach przemysłu. Omówiono szczegółowo wszystkie rodzaje tych stali (duplex, super duplex, lean duplex i hyper duplex) i ich własności, ze szczególnym uwzględnieniem odporności na korozję, a także podstawowe obszary zastosowania. Przedstawiono zagadnienia związane z technologią spawania, obejmujące przygotowanie materiału podstawowego, metody i techniki spawania, wymagania odnośnie ilości wprowadzonego ciepła, a także zabiegi cieplne przed i po spawaniu. Zwrócono uwagę na rosnący udział stali dwufazowych, stosowanych na konstrukcje spawane, a także przedstawiono perspektywę dalszego rozwoju. - Awarie konstrukcji ze stali austenitycznych – analiza przypadków
Peter Bernasovský, Annamária Petráňová
Przedstawiono przypadki awarii konstrukcji wykonanych ze stali austenitycznych. Pierwszy przypadek dotyczy rury odlewanej odśrodkowo Ø 52,6 x 5,8 mm wykonanej ze stali w gatunku 25-35 CrNi, która pracowała w wysokiej temperaturze i w środowisku redukcyjnym (ac >> 1). W drugiej części pracy przedstawiono natomiast wyniki badań elementów konstrukcji, tj. elementu wodomierza i rurociągu wody chłodzącej wykonanych ze stali austenitycznej. W obu przypadkach w trakcie stosunkowo krótkiej eksploatacji wykryto nieszczelności. Na podstawie przeprowadzonych badań wykazano, że przyczyną awarii jest korozja mikrobiologiczna spowodowana bakterią redukującą siarkę (SRB), a nie technologia spawania. - Zgrzewanie oporowe konstrukcji hybrydowych z tworzyw sztucznych wzmocnionych włóknem szklanym (FRP) i stali przy użyciu metalowych łączników o specjalnej konstrukcji
O. Obruch, S. Jüttner, G. Ballschmiter, M. Kühn, K. Dröder
Przedstawiono technologię termicznego spajania materiałów kompozytowych i elementów metalowych, tworzących konstrukcje hybrydowe, za pomocą pomocniczych elementów łączących. Optymalizację wnikania tych elementów w materiał kompozytowy prowadzono, wykorzystując proces iteracyjny, przy założeniu najniższego poziomu zniszczenia tego materiału. W artykule przedstawiono ponadto zasadnicze wymagania odnośnie zgrzewania elementów pomocniczych w odniesieniu do perspektyw tego procesu. Przedstawiono i przeanalizowano różne koncepcje połączenia tych elementów. Zwrócono uwagę na zastosowanie niskiego poziomu energii wprowadzonej do materiału, w celu zminimalizowania zniszczenia cieplnego materiałów kompozytowych, i wynikający stąd wymóg nowego podejścia do zgrzewania punktowego. Biorąc pod uwagę powyższe, przedstawiono wybrane rozwiązania. Opisano również właściwości mechaniczne złączy i parametry zgrzewania. - Analiza rozkładu temperatury i naprężeń podczas tarciowego metalizowania tytanem ceramiki AlN
Michał Hudycz, Tomasz Chmielewski, Dariusz Golański
Przedstawiono wyniki analizy numerycznej złącza AlN-Ti uzyskanego w procesie zgrzewania tarciowego, w którym trzpień tytanowy wcierany był czołowo w podłoże ceramiki azotkowej. Celem procesu było wytworzenie cienkiej powłoki metalicznej z tytanu na podłożu ceramiki, która umożliwiałaby jej dalsze spajanie z metalami. Proces metalizowania ceramiki przez tarcie nie był dotychczas stosowany jako narzędzie do metalizacji ceramiki i jak wykazały wstępne badania, może stanowić korzystną alternatywę w stosunku do obecnie stosowanych długotrwałych i kosztownych procesów metalizowania ceramiki. Poprzez modelowanie numeryczne procesu tarcia ceramiki AlN tytanem uzyskano informacje o rozkładzie pól temperatury oraz naprężeń na powierzchniach kontaktu układu AlN-Ti w fazie tarcia. Otrzymane wyniki będą pomocne w analizie mechanizmu tworzenia się warstwy pośredniej połączenia ceramiki AlN z tytanem. - Właściwości rur ożebrowanych ze stopów niklu spawanych laserowo
Janusz Adamiec
Przedstawiono wyniki oceny właściwości rur ożebrowanych ze stopu niklu Inconel 625 w zakresie ich sprawności cieplnej, odporności na korozję wysokotemperaturową oraz korozję elektrochemiczną. Stwierdzono, że zastosowanie żeber jako rozwinięcia powierzchni wymiany ciepła prawie trzykrotnie poprawia sprawność cieplną rur ożebrowanych, przy zachowaniu wysokiej odporności na korozję w atmosferze spalin i korozję elektrochemiczną. - Określanie energii liniowej spawania metodą pomiaru pól poprzecznych spoin
Kwiryn Wojsyk, Michał Macherzyński
Praca zawiera propozycję oceny ilości ciepła wprowadzanego do materiałów metodą pomiaru pola poprzecznego przetopionych objętości podczas spawania lub napawania. Opisano współczesne próby szacowania energii liniowej przez montaż watomierzy w zasilaczach łuku oraz jej powiązanie z wymiarami liniowymi spoin. Uzasadniono konieczność zmiany podejścia do sposobu obliczania energii liniowej rozwojem metod spawania i wprowadzania nowych, wrażliwych na działanie ciepła materiałów. Wprowadzanie licznych impulsowych i hybrydowych (z udziałem lasera) metod spawania powoduje, że obliczanie w sposób konwencjonalny energii liniowej staje się dyskusyjne, co zilustrowano przykładami. Zaproponowano sposób obliczania wkładu ciepła podczas spawania punktowego. - Wpływ obróbki cieplnej na strukturę i własności połączeń wysokostopowego stopu tytanu spawanych elektronowo
Swietłana G. Grigorienko, Siergiej W. Achonin; Walierij Ju. Belous, Roman W. Selin
Przedstawiono specyfikę formowania połączenia wysokostopowego stopu tytanu (α + β) o wysokiej wytrzymałości przy spawaniu wiązką elektronów w próżni. Badania przeprowadzano na próbkach stopu kompozycji Ti-Al-Mo-V-Nb-Cr-Fe-Zr, otrzymanego metodą przetapiania elektronowego. Zbadano wpływ cyklu cieplnego spawania i obróbki cieplnej po spawaniu na strukturalno-fazowe przemiany w metalu spoiny i strefie wpływu ciepła połączeń spawanych. W metalu spoiny i SWC powstaje struktura z przewagą metastabilnej fazy β, co powoduje obniżenie wskaźników plastyczności i udarności. W celu polepszenia struktury i własności mechanicznych połączeń spawanych wykonanych wiązką elektronów konieczne jest przeprowadzenie obróbki cieplnej po spawaniu. Najlepsze charakterystyki mechaniczne badanych złączy spawanych uzyskano po przeprowadzeniu obróbki cieplnej w piecu (wyżarzanie przy Т=900˚C w ciągu 1 godziny i stygnięcie z piecem), która sprzyja otrzymaniu praktycznie jednorodnej struktury i rozpadowi metastabilnych faz w spoinie i SWC. - Doświadczenie stosowania napawania drutem proszkowym w przedsiębiorstwach Ukrainy
Andrii A. Goljakiewicz, Leoid N. Orłow
Omówiono doświadczenie zwiększania resursu części urządzeń w różnych gałęziach przemysłu. Jest ono osiągane za pomocą naniesienia warstw umacniających napawanych drutami proszkowymi. Wysoka odporność na zużycie w warunkach walcowania stali i jej prostowania jest osiągana poprzez formowanie matrycy martenzytycznej umocnionej dyspersyjnymi węglikami. - Wybrane aspekty technologiczne spawania zbiorników do przechowywania amoniaku
Marin Beloev, Sofia, Nikolay Lolov
Omówiono czynniki związane z naprężeniowym pękaniem korozyjnym podczas eksploatacji zbiorników do przechowywania amoniaku. Przedstawiono szczegóły technologii spawania mające na celu zapewnienie maksymalnej trwałości tych zbiorników, metody zmniejszenia naprężeń spawalniczych w ich konstrukcji i nieniszczące metody pomiaru naprężeń własnych po odprężaniu konstrukcji. - Wpływ przygotowania powierzchni czołowych rur na jakość zgrzein wykonanych łukiem wirującym
Tomasz Piwowarczyk, Marcin Korzeniowski, Andrzej Ambroziak, mgr inż. Tomasz Kowal, Rafał Rutka, Mariusz Karolewski
Scharakteryzowano zgrzewanie łukiem wirującym – technologię wykonywania złączy doczołowych, głównie elementów o przekroju kołowym. Przedstawiono ideę i mechanizm powstawania połączeń. Wskazano na problematykę przygotowania powierzchni czołowych rur i jej wpływ na jakość otrzymywanych zgrzein. Eksperyment wykonano na wybranych elementach przenoszenia napędu, w aspekcie zastosowań w przemyśle motoryzacyjnym. Przeprowadzono badania wizualne, geometryczne, metalograficzne oraz testy funkcjonalne oraz technologiczne złączy. Określono błędy krytyczne, dyskwalifikujące funkcjonalność połączeń zgrzewanych. - Wysokosprawna zgrzewarka inwertorowa o podwyższonej częstotliwości – korzyści i zalety nowej technologii
Zygmunt Mikno, Mariusz Stępień
Przedstawiono korzyści i zalety zgrzewarek inwertorowych o podwyższonej częstotliwości pracy (10kHz). Porównano zgrzewarki konwencjonalne prądu przemiennego AC 50Hz i zgrzewarki inwertorowe o częstotliwości pracy 1 i 10 kHz. W artykule przedstawiono wyniki prac w ramach aktualnie wykonywanego projektu Programu Badań Stosowanych (PBS3/B4/12/2015). - Zastosowanie badań ultradźwiękowych do analizy jakości połączeń spajanych elementów o przekroju kołowym
Agnieszka Bicz, Wiesław Bicz Wrocław, Marcin Korzeniowski, Tomasz Piwowarczyk, Andrzej Ambroziak
Przedstawiono współczesne metody kontroli ultradźwiękowej elementów o przekrojach rurowych łączonych różnymi metodami spawalniczymi. Dla wybranych rozwiązań technologicznych przedstawiono zastosowanie odpowiednich prezentacji sygnałów ultradźwiękowych w różnych aplikacjach przemysłowych, głównie zautomatyzowanych. Ponadto przedstawiono istniejące rozwiązania przemysłowe stanowisk do badania rur, części maszyn i podzespołów z uwzględnieniem elementów mechanicznych oraz części związanych z akwizycją sygnałów ultradźwiękowych. - Wykrywanie niezgodności w złączach spawanych za pomocą techniki czasu przejścia wiązki dyfrakcyjnej TOFD
Karol Kaczmarek, Paweł Irek, Łukasz Rawicki, Jacek Słania
W pracy zawarto wyniki badań ultradźwiękowych techniką czasu przejścia wiązki dyfrakcyjnej (TOFD). Badanie przeprowadzono na złączu doczołowym o grubości 10 mm spawanym metodą MMA, zawierającym niezgodności w postaci liniowych wtrąceń żużla. Zaprezentowano obrazy TOFD uzyskane przy badaniu z powierzchni od strony lica, a także z powierzchni od strony grani spoiny. Wyniki badań TOFD porównano z wynikami badań metalograficznych mikro- i makroskopowych przeprowadzonych w wybranych punktach złącza spawanego. - Mikrostruktura, odporność na zużycie i odporność na korozję powłok napawanych stopami na osnowie Ni-Co
Tadeusz Hejwowski, Krystyna Marczewska-Boczkowska, Emil Zięba
Przedstawiono wyniki badań powłok napawanych plazmowo mieszaninami proszku na osnowie kobaltu oraz proszku na osnowie niklu. Wykonano badania zużycia ściernego z wykorzystaniem ścierniwa korundowego i badania zużycia adhezyjnego w skojarzeniu rolka-klocek. Badania korozji elektrochemicznej wykonano w 3% wodnym roztworze NaCl. Wykazano możliwość wytwarzania odpornych na zużycie powłok o pośrednich składach chemicznych. - Zastosowanie metody TIG w wielokrotnym spawaniu naprawczym elementów konstrukcyjnych po długotrwałej eksploatacji w przemyśle energetycznym
Janusz Pikuła, Mirosław Łomozik, dr inż. Tomasz Pfeifer
Przedstawiono wyniki badań spawania naprawczego metodą zmechanizowanego spawania TIG ściany szczelnej po długotrwałej eksploatacji. Określono wpływ naprawy mającej na celu usunięcie nieprzelotowych pęknięć w złączach spawanych wzdłuż płetw z wyjściem na ściankę rury na strukturę i twardość strefy wpływu ciepła (SWC) naprawczego złącza spawanego ściany szczelnej. Zbadano również wpływ wielokrotności spawania naprawczego na powstawanie karbów strukturalnych w SWC. - Charakterystyka i spawalność stali ulepszanych cieplnie stosowanych na osłony balistyczne
Krzysztof Luksa, Marek Bednarek
Scharakteryzowano wybrane stale ulepszane cieplnie stosowane na osłony balistyczne. Przedstawiono wymagania norm co do własności i składu chemicznego tych stali, a także wymagania, jakie muszą spełniać w przypadku wykorzystania ich na osłony balistyczne. Opisano i wymieniono zalecenia związane z procesem spawania tych stali. Porównano równoważniki węgla Ce wybranych gatunków stali stosowanych na osłony balistyczne, a także sugerowane przez producentów stali temperatury podgrzewania wstępnego. Z analizy zebranych informacji wynika, iż do spawania tych stali należy stosować procesy niskowodorowe, które zapewniają zawartość wodoru dyfundującego poniżej 5 cm3 na 100 g stopiwa. Podgrzewanie wstępne jest zalecane dla blach o grubości powyżej 30 mm, a temperatura międzyściegowa nie może przekraczać 200OC. Spawanie należy prowadzić wielościegowo, stosując materiały dodatkowe wysokostopowe, o strukturze austenitycznej, najlepiej z gatunku G 18 8 Mn. W przypadku spawania w osłonach gazowych należy dobierać mieszanki na bazie argonu; zalecane: 82% Ar + 18% CO2 lub 92% Ar + 8% CO2. - Badania procesu spawania laserowego złączy teowych z cienkich blach austenitycznych
Sebastian Stano, Michał Urbańczyk, Jerzy Dworak, Janusz Adamiec
Przedstawiono wyniki badań procesu spawania laserowego laserem CO2 oraz laserem Yb:YAG złączy teowych cienkich blach ze stali X5CrNi18-10 (stal 304), X6CrNi18-10 (stal 304H) i X15CrNiSi25-21 (stal 310), które zostały wybrane jako stale nierdzewne o możliwości ich zastosowania na rury ożebrowane, przeznaczone do pracy w kotłach o parametrach nadkrytycznych. Próby spawania przeprowadzono z wykorzystaniem dwóch odmiennych źródeł laserowych – lasera gazowego CO2 oraz lasera na ciele stałym Yb:YAG. Określono odpowiedni kąt wejścia wiązki laserowej w obszar styku blach, który zapewniał uzyskanie prawidłowego kształtu spoiny. Przeprowadzone badania nieniszczące pozwoliły sklasyfikować złącza w poziomie jakości B zgodnie z normą 13919-1. Dla wybranych połączeń przeanalizowano rozkład składników stopowych w obszarze złącza. Stwierdzono, że w wyniku procesu spawania laserowego został zachowany równomierny rozkład składników stopowych bez wyraźnego ich ubytku w obszarze spoiny. - Wpływ energii liniowej i mikrostruktury na zawartość wodoru pozostającego w złączach spawanych ze stali superdupleks
Aleksandra Świerczyńska, Jerzy Łabanowski, Dariusz Fydrych
Przedstawiono badania nad zawartością wodoru pozostającego w złączach spawanych ze stali superdupleks wykonanych metodami FCAW i SAW. W wyniku zastosowania różnych technologii spawania uzyskano spoiny o różnych mikrostrukturach i zawartości ferrytu. Pomiary zawartości wodoru pozostającego w złączach metodą całkowitego spalania wykazały na jego zróżnicowaną zawartość w materiale rodzimym oraz w badanych spoinach. Stwierdzono, że zawartość wodoru w spoinach stali superdupleks zależy nie tylko od udziału objętościowego mikrostruktur, ale również od ich budowy i energii liniowej spawania. - System pomiarowy i przetwarzania danych do oceny poziomu dźwięku emitowanego przy wytwarzaniu konstrukcji spawanych
Leszek Szubert, Jolanta Matusiak, Piotr Skoczewski, Joanna Wyciślik
Przedstawiono budowę, możliwości techniczne oraz przeznaczenie wielostanowiskowego systemu pomiarowo-analitycznego do oceny parametrów procesu spawania oraz poziomu dźwięku. System stanowi innowacyjne rozwiązanie w technice pomiarowej dotyczącej parametrów procesu spawania i pomiarów ciśnienia akustycznego w halach technologicznych. Wdrożony do praktyki przemysłowej system umożliwia monitoring i rejestrację poziomu hałasu w poszczególnych gniazdach produkcyjnych oraz monitoring i rejestrację warunków technologicznych spawania różnych konstrukcji lub wyrobów.
Rola spawalnictwa w budowie elektrowni jądrowej – perspektywy dla polskiego przemysłu – notatka z sesji.
- Stan przygotowań do budowy elektrowni jądrowej w Polsce – Andrzej Sidło
- Zagadnienia spawalnicze w budowie reaktora EPRTM – Yera-Ethienne
- Technologie spawalnicze dla Advanced BWR – Yukihiro Soga, Yoshio Yada
- Zagadnienia spawalnicze w budowie reaktora AP1000 – Xavier Pitoiset
- Zakres i perspektywy udziału krajowego przemysłu spawalniczego w budowie pierwszej elektrowni jądrowej w Polsce – Jerzy Niagaj
- Oznaczanie ilości wodoru dyfundującego przy spawaniu wielościegowym
Dariusz Fydrych, Aleksandra Świerczyńska, Grzegorz Rogalski - Metodyka modelowania naprężeń własnych w powłokach metalowych natryskiwanych metodą HVOF na podłoże ceramiki korundowej
Dariusz Golański, Tomasz Chmielewski, Jolanta Zimmerman - Odporność na erozję kawitacyjną napoin NiCrBSi
Mirosław Szala, Tadeusz Hejwowski - Mikrostruktura, odporność na zużycie i odporność na korozję powłok napawanych stopami na osnowie Ni-Co
Tadeusz Hejwowski, Krystyna Marczewska-Boczkowska, Emil Zięba - Spawanie laserem impulsowym YAG
Sebastian Stano, Jerzy Dworak - Lutowanie dyfuzyjne tytanu
Maciej Różański - i-EkoSpawanie – internetowy system doradczy wspomagający obliczanie emisji zanieczyszczeń pyłowych i gazowych przy spawaniu i procesach pokrewnych
Jolanta Matusiak, Joanna Wyciślik, Adam Pilarczyk - Zgrzewarka z serwomechanicznym dociskiem – przykłady aplikacji praktycznych
Zygmunt Mikno, A. Pilarczyk - Charakterystyka budowy mikrostrukturalnej złączy spawanych ze stali X70
Marek Stanisław Węglowski, Janusz Rykała, Jerzy Niagaj, Stanisław Dymek, Mateusz Kopyściański, mgr inż. Adam Maciejewski - Możliwości oceny spełniania wymagań PN-EN 1090-2 w zakresie jakości powierzchni po cięciu termicznym
Krzysztof Pańcikiewicz, Lechosław Tuz, mgr inż. Zbigniew Żurek, Łukasz Rakoczy - Ocena mikrostruktury stopów niklu 600 i 617 po spawaniu łukowym
Lechosław Tuz, Krzysztof Pańcikiewicz, Łukasz Rakoczy, Zbigniew Żurek - Pękanie likwacyjne powstałe w wyniku oddziaływania wiązki lasera Nd-YAG w wybranych nadstopach na osnowie niklu
Łukasz Rakoczy, Anna Zielińska-Lipiec, Lechosław Tuz, Tomasz Góra - Ocena mikrostruktury i właściwości mechanicznych złączy stali S690QL spawanych wiązką laserową
Lechosław Tuz, Krzysztof Pańcikiewicz, Tomasz Góral, Sebastian Stano, Łukasz Rakoczy

56. Naukowo-Techniczna Konferencja Spawalnicza Spawalnictwo – Zawsze można więcej
14-15 października 2014
Sosnowiec
Patronat

patronat honorowy
patronat naukowy
- prof. dr hab. inż. Andrzej Klimpel
- prof. dr hab. inż. Władysław Włosiński
- prof. dr hab. inż. Janusz Adamiec
- prof. dr hab. inż. Andrzej Ambroziak
- dr inż. Bogusław Czwórnóg
- prof. dr hab. inż. Andrzej Gruszczyk
- prof. dr hab. inż. Andrzej Kolasa
- prof. dr hab. inż. Jerzy Łabanowski
- dr hab. inż. Mirosław Łomozik, prof. nzw.
- prof. dr hab.inż. Janusz Mikuła
- prof. dr. hab. inż. Zbigniew Mirski
- prof. dr hab. inż. Jerzy Nowacki
- prof. dr hab. inż. Antoni W. Orłowicz
- prof. dr hab. inż. Jan Pilarczyk
- prof. dr hab. inż. Jacek Senkara
- prof. dr hab. inż. Andrzej Skorupa
- dr hab. inż. Jacek Słania, prof. nzw.
- prof. dr hab. inż. Edmund Tasak
- prof. dr hab. inż. Stanisław Tkaczyk
- dr hab. inż. Eugeniusz Turyk, prof. nzw.
- Rozwój technologii zgrzewania tarciowego z mieszaniem materiału – FSW
Filipe Nascimento, Luísa Quintino
Technologia zgrzewania w stanie stałym jest szeroko rozpowszechniona i ma duży potencjał wzrożeniowy, zwłaszcza w tych miejcach, gdzie produkcja nie może być prowadzona z wykorzystaniem innych znanych technik spawalniczych. Friction Stir Welding (FSW) wykorzystuje do nagrzania metali i ich łączenia zjawiska tarcia. Dynamicznie się rozwija od jej wynalezienia w 1991 r. i nadaje się szczególnie do łączenia stopów aluminium, stopów miedzi i innych. Ma duże znaczenie dla sektora energetycznego. W artykule przedstawiono przykład zastosowania ww. technologii do zgrzewania elementów transformatorów elektrycznych, gdzie miedź zastąpiono aluminium, co jest szczególnie interesujące ze względu na potencjalne oszczędności. Udowodniono, że pomimo pewnych ograniczeń proces ten nadaje się do łaczenia cienkich blach aluminiowych i miedzianych. Szczególnie interesujące są techniki tarciowego modyfikowania powierzchni, ponieważ mogą poprawiać właściwości mechaniczne powierzchni materiału w ściśle określonym miejscu. Stosowanie modyfikacji tarciowej oraz wprowdzanie dodatkowego materiału mogą poprawiać odporność na ścieranie i właściwości antykorozyjne. Wytwarzanie kanałów metodą tarciową, tzw. FSC (ang. Friction Stir Channelling) jest nową techniką, która może znaleść szerokie zastosowanie w produkcji elementów chłodzących. Przedstawiono w niniejszym opracowaniu przykładową konstukcję takich dwóch, prototypowych wyrobów. - Filozofia techniki klejenia – możliwości i granice
Erik Meiss
Technika klejenia zajmuje coraz ważniejszą pozycję w obszarze przemysłowo wprowadzonych technik łączenia. Wzrastające wymagania dotyczące wyrobów każdego rodzaju stwarzają konieczność opracowywania nowych materiałów i kombinacji materiałowych. Zdolność klejów, również do łączenia bardzo odmiennych materiałów prowadzi do ciągle nowych zastosowań. Zwykle zostają przy tym zachowane własności materiałów, bo w porównaniu do spawania lub lutowania, klejenie jest procesem łączenia ubogim w ciepło. Również inne słabości łączonych części, np. przy nitowaniu lub skręcaniu nie mają tu miejsca. Dalej, możliwe jest zintegrowanie z elementem konstrukcyjnym rzeczywistych właściwości połączenia, takich jak na przykład uszczelnienie w przypadku cieczy, tłumienie drgań lub ochrona korozyjna. Z drugiej strony, klejenie według normy ISO 9000 jest procesem specjalnym. Oznacza to, że jakości połączenia klejonego nie można w 100% zbadać metodami nieniszczącymi. Z tego powodu należy utrzymywać system zarządzania jakością, aby przez to można było uzyskać i zagwarantować wysoką jakość produkcji. - Spawanie laserowe – nowe zastosowanie do spawania rurociągów i pojazdów szynowych
Steffen Keitel, Jan Neubert
Spawanie laserowe oraz spawanie laserowe w połączeniu z procesami spawania łukowego (metoda hybrydowa laser-GMA) mają rosnące znaczenie dla zastosowań przemysłowych. Artykuł przedstawia przegląd najnowszych wyników badań mających na celu kwalifikowanie procesu spawania laserowego rur, spawania obwodowego rurociągów i spawania pojazdów szynowych. Produkcji rur i rurociągów jest obecnie możliwa z zastosowaniem technologii laserowych. Istnieją rozwiązania techniczne do wykonywania rur o złączach wzdłużnych i spiralnych. Technologie laserowe mogą być stosowane w fazie przedprodukcyjnej i w warunkach terenowych. Opracowano różne procedury spajania rur w zależności od ich średnicy i grubości ścianek. Przedstawiono przykłady zastosowań do transportu gazu i ropy naftowej oraz rurociągów do transportu wody. Spawanie laserowe pojazdów szynowych jest stosowane do spawania wózków i nadwozi wagonów. W zależności od zastosowania, spawanie laserowe było stosowane jako pojedynczy proces lub w połączeniu z GMAW. W przypadku spawania laserowego w produkcji pojazdów szynowych niezbędna jest bliska współpraca z projektantami. Przedstawiono przykłady świadczące o tym, że spawanie laserowe jest bezpieczną technologią, możliwą do stosowania w przypadku zaawansowanych rozwiązań. - Własności i struktura złączy spawanych wiązką laserową stali obrabianej termomechanicznie S700MC
Jacek Górka, Sebastian Stano
W artykule przedstawiono strukturę i własności złączy spawanych wiązką laserową bez materiału dodatkowego stali obrabianej termomechanicznie o wysokiej granicy plastyczności S700MC o grubości 10 mm. Przeprowadzone badania nieniszczące pozwoliły sklasyfikować złącza w poziomie jakości B zgodnie z norma ISO 13919-1. Badania niszczące wykazały, że złącze charakteryzuje się wytrzymałością na rozciąganie około 5% niższą niż wytrzymałość materiału rodzimego. Proces spawania laserowego bez dodatku spoiwa, powoduje w spoinie wzrost zawartości pierwiastków odpowiadających za umocnienie stali (Ti, Nb), co przyczynia się do obniżenia udarności spoiny. Udarność w spoinie spada poniżej dopuszczalnej wartości 27 J/cm2. - Technologia spawania laserowego rur ożebrowanych ze stopu niklu Inconel 625
Janusz Adamiec, Michał Więcek
Wzrost zapotrzebowania na energię elektryczną w Europie wymaga ciągłego poszukiwania nowych źródeł energii, rozwiązań konstrukcyjnych oraz technologicznych. Utrzymanie dotychczasowego poziomu produkcji energii elektrycznej wymaga modernizacji eksploatowanych jednostek oraz budowy nowych bloków na parametry nadkrytyczne i ultranadkrytyczne. Podwyższenie sprawności termicznej przy jednoczesnej redukcji kosztów energii możliwe jest dzięki zastosowaniu rur ożebrowanych na wymienniki ciepła. W pracy przedstawiono technologie wytwarzania rur ożebrowanych, ze szczególnym uwzględnieniem innowacyjnej technologii spawania laserowego opracowanej w Energoinstal S.A. Wykorzystanie laserów dyskowych dużej mocy pozwala na spawanie rur ożebrowanych ze stopów niklu, np. Inconel 625. Rury ożebrowane ze stopu Inconel 625 spawane laserowo są elementem wymienników ciepła o dużym potencjale stosowania, ze względu na żarowytrzymałość i żaroodporność. W artykule przedstawiono wyniki prób technologicznych spawania laserowego rur ożebrowanych ze stopu Inconel 625 przeprowadzone w Energoinstal S.A. Stwierdzono, że opracowana technologia spełnia wymagania i może być kwalifikowania wg PN EN 15614-11. - Wpływ umocnienia laserowego współczesnych stali karoseryjnych dla przemysłu motoryzacyjnego na właściwości mechaniczne
Dawid Rutkowski, Andrzej Ambroziak
Scharakteryzowano zaawansowane stale bardzo wysokiej wytrzymałości o strukturze ferrytyczno-martenzytycznej typu DP, ferytyczno-bainitycznej z austenitem szczątkowym typu TRIP oraz stal do tłoczenia na gorąco. Badano selektywne umacnianie laserowe stali DP600, TRIP700 i 22MnB5 z zastosowaniem lasera DY044. Wyznaczono krzywe umocnienia dla materiału rodzimego oraz dla spoiny. Wyznaczono własności mechaniczne dla stali DP600, TRIP700 i 22MnB5 wzmacnianej przetopem wiązką laserową w zależności od głębokości przetopu. Zostały przygotowane i zweryfikowane modele numeryczne materiału rodzimego oraz spoiny. - Łączenie zaawansowanych stali o wysokiej wytrzymałości
Anders Ivarson
Przedstawiono zagadnienia związane ze spawaniem stali wysokowytrzymałych AHSS (Advanced High Strength Steel). Przedstawiono zasady doboru materiału dodatkowego do spawania, wartości energii liniowej spawania oraz temperatury podgrzewania wstępnego. Przedstawiono warunki technologiczne spawania dla stali Weldox, Hardox i Domex. - Wpływ wymieszania na właściwości spoiny w złączach stali o wysokiej wytrzymałości
Leif Karlsson, Lars-Erik Svensson, Kjell Hurtig
Skład chemiczny stali o wysokiej wytrzymałości różni się znacznie od składu chemicznego materiałów dodatkowych i ich wymieszanie może wpływać na właściwości spoiny. Skutki tego wymieszania zostały zbadane dla złączy ze stali o granicy plastyczności 777 MPa i 1193 MPa, wykonanych przy zastosowaniu kilku metod spawania łukowego i materiałów dodatkowych o wytrzymałości > 800 MPa. Podczas badań wykonano złącza doczołowe blach o grubości 12 mm i zmierzono prędkości ich stygnięcia. Wszystkimi zastosowanymi metodami spawania wykonano złącza o wysokiej jakości, w których wymieszanie w spoinie wynosiło od 3% w przypadku elektrody otulonej do 73% dla metody hybrydowej Laser-GMAW. Struktura metalu spoiny składała się z martenzytu/ bainitu, przy czym proporcje poszczególnych faz mikrostruktury zależały od zawartości składników stopowych i prędkości stygnięcia. Dla wszystkich złączy blach Weldox 700 uzyskano za wysokie wartości wytrzymałości, dla złączy blach Weldox 1100 wartości te wynosiły >1000 MPa. Dla obu stali we wszystkich próbach rozciągania poprzecznego zerwanie nastąpiło w materiale podstawowym lub SWC. Mały stopień wymieszania, szybkie stygnięcie i spawanie w jednym przejściu zaowocowało większymi wartościami wytrzymałości. Udarność była mniejsza w złączach, w których wytrzymałość i stopień wymieszania był większy. Podsumowując, wiele metod spawania może z powodzeniem być stosowane do spawania stali o wysokiej wytrzymałości, należy jednak wziąć pod uwagę stopień wymieszania i prędkość stygnięcia przy optymalizacji właściwości wykonywanych złączy. - Wpływ procesu napawania na stopień wymieszania napoiny wykonanej spoiwem ERNiCrMo-3 (stop typu 625) na podłożu ze stali niestopowej
Bernd Rutzinger
Stopy na osnowie niklu są stosowane w różnych dziedzinach przemysłu, np. w energetyce i petrochemii. Jedną z najczęściej stosowanych i sprawdzonych technologii zabezpieczenia powierzchni jest napawanie z zastosowaniem spoiwa ERNiCrMo3 (stop typu 625). W niniejszym artykule opisano proces napawania metodami: MIG/MG prądem pulsującym, MIG/MAG Tandem, CMT, CMT Twin, TIG z dodatkiem zimnego i gorącego drutu oraz laserowego. W każdym przypadku zastosowano spoiwo ERNiCrMo3. Badania wykonanych napoin obejmowały określenie zawartości żelaza w napoinie i rozkładu tego pierwiastka na całej grubości napoiny, a także wyznaczenie wydajności napawania dla wszystkich zastosowanych procesów. - Przykłady awarii gazociągów przesyłowych na Słowacji
Peter Bernasovsky
Przedstawiono studium przypadków dotyczących awarii gazociągów wysokiego ciśnienia na terytorium Słowacji. Wszystkie opisane przypadki były spowodowane niezgodnościami spawalniczymi, obecnością miedzi, niejednorodnością mikrostruktury oraz czynnikami zewnętrznymi, takimi jak trzęsienia ziemi, osuwiska, które w efekcie doprowadziły do nadmiernego obciążenia rury dodatkowym momentem gnącym. - Technologie elektronowiązkowe w spawalnictwie
Jan Pilarczyk, Marek St. Węglowski
Omówiono wykorzystanie wiązki elektronów w spawalnictwie. Przedstawiono przykłady zastosowania wiązki elektronów w przemyśle uwzględniając spawanie, szybkie prototypowanie i teksturyzację powierzchni. Podano informacje dotyczące możliwych technik, jakie mogą być stosowane w trakcie spawania. Wskazano obszary praktycznego zastosowania technologii oraz jej zalety w porównaniu do innych metod spawania. - Zgrzewanie rezystancyjne punktowe ultrawysokowytrzymałych stali w zmiennych warunkach procesu
Oleksii Sherepenko, Sven Jüttner, Veronika Zhuk
Ultrawysokowytrzymałe i zaawansowane technologicznie stale znajdują zastosowanie w produkcji pojazdów samochodowych, przy produkcji elementów karoserii, szczególnie w miejscach gdzie istotne jest bezpieczeństwo konstrukcji. Zmienne warunki produkcji mogą wpływać na stabilność procesu zgrzewania i przyczynić się do spadku jakości zgrzewania, która jest szczególnie ważna w przypadku wytwarzania odpowiedzialnych konstrukcji. Mimo dużej dokładności wykonywania elementów, zmienność procesu produkcyjnego może wynikać ze szczeliny między elementami. W przypadku zgrzewania te szczeliny muszą być wyeliminowane przed przepływem prądu zgrzewania. Wymagany docisk wstępny powoduje obciążenie cieplne i mechaniczne złącza, które może prowadzić do niezgodności w zgrzeinie, np. do pęknięć. Artykuł przedstawia przegląd procesu głębokiego tłoczenia elementów oraz poprzednie wyniki badań nad zgrzewaniem punktowym nowoczesnych stali o podwyższonej i wysokiej wytrzymałości. Wyniki badań pokazują wpływ wielkości szczeliny na stabilność procesu zgrzewania, mikrostrukturę i geometrię zgrzeiny punktowej. Bazując na badaniach eksperymentalnych, zbadano wpływ czasu zgrzewania, rodzaju powłoki i wielkości szczeliny na jakość i własności mechaniczne złączy. - Zgrzewanie oraz obróbka termiczna żywych tkanek prądem o podwyższonej częstotliwości
B.E. Paton, I.W. Krivtsun, G.S. Marynsky, A.W. Chernets, I.Yu. Khudetsky, Yu.N. Lankin, S.E. Podpriatov
Przytoczono wyniki badań oraz opracowań IES im. E. O. Patona w obszarze zgrzewania prądem o podwyższonej częstotliwości oraz technologii rodzimych do łączenia, koagulacji, cięcia oraz obróbki termicznej tkanek żywych, jak również wyspecjalizowanych urządzeń do realizacji powyższych procesów. Opisano doświadczenia w zakresie stosowania opracowanych technologii i urządzeń w praktyce chirurgicznej. - Spawanie bez odkształceń paneli typu stringer ze stopu tytanu VT-20 (ВТ-20)
B. E. Paton, L. M. Lobanov, V. V. Łysak, V. V. Knysz, V. I. Pavlovskij, V.P. Priluckij, A. N. Timoszenko, P. V. Gonczarov, Guan Cyao
Artykuł przedstawia wyniki badań prowadzonych celem rozwoju technologii spawania paneli typu stringer ze stopu tytanu z zastosowaniem spoin przetapiających zapewniających uzyskanie minimalnych odkształceń i naprężeń spawalniczych oraz wysoką trwałość przy obciążeniach cyklicznych. Złącza typu T były spawane z zastosowaniem spoin przetapiających na pełnowymiarowych próbkach za pomocą trzech metod: wiązką elektronów, zautomatyzowanym spawaniem elektrodą nietopliwą po warstwie topnika oraz zautomatyzowanym spawaniem zanurzoną elektrodą nietopliwą. W celu zmniejszenia naprężeń spawalniczych i odkształceń stosowano wstępne odkształcanie sprężyste elementów spawanych. Wszystkie rodzaje próbek zostały zbadane pod kątem ich wytrzymałości na cykliczne rozciąganie wzdłużne. Określono także wpływ procesów obróbki cieplnej, przekuwania mechanicznego i technologii naprawczych na ich trwałość. Na podstawie wyników badań pełnowymiarowych próbek przygotowano i zbadano partię paneli typu stringer o długości 1200 mm. Stwierdzono, że spawanie paneli typu stringer z wysokostopowego stopu tytanu VT-20 elektrodą nietopliwą po warstwie topnika z zastosowaniem wstępnego odkształcanie sprężystego i przekuwania mechanicznego o podwyższonej częstotliwości elementów spawanych zapewnia zwiększenie wytrzymałości zmęczeniowej w porównaniu do spawania wiązką elektronów i spawania zanurzoną elektrodą nietopliwą. Rozwój technologii może stanowić podstawę rozwoju wytwarzania spawanych paneli typu stringer z wysokowytrzymałych stopów tytanu na skalę przemysłową. - Wpływ nanotlenków na strukturę i własności metalu spoiny stali niskostopowych
Walerij Kuzniecow, Konstantin Szapowałow
Badano efekt wpływu nanotlenków na rozkład wtrąceń niemetalicznych i strukturę metalu spoiny przy spawaniu stali niskostopowych. Ustalono, że przy wprowadzeniu do jeziorka spawalniczego 0,5% obj. nanotlenków aluminium i tytanu tworzy się struktura ferrytu iglastego o wysokich własnościach mechanicznych. - Projektowanie, wytwarzanie i montaż wielkogabarytowych elementów konstrukcji dachów zbiorników o dużej średnicy
Marin Beloev
Oryginalny sposób wytwarzania dachów wielkogabarytowych (średnica 41 m) zbiorników na naftę. Gabaryty poszczególnych sekcji konstrukcji dachowej typu parasol zmniejszono przez ich podział na dwie części, co umożliwiło zwiększenie zakresu wytwarzania warsztatowego i ułatwiło transport oraz montaż, a w rezultacie zmniejszyło koszty wykonania. Rysunki złączy spawanych wykonywanych elektrodami otulonymi i drutem proszkowym samoosłonowym. - Projektowanie spawanych zbiorników ciśnieniowych wg przepisów ASME BPVC przy wspomaganiu metodą elementów skończonych
Zbigniew Mirski, Kazimierz Banyś, Zbigniew Fałek, Tomasz Piwowarczyk
W artykule przedstawiono rys historyczny oraz dokonano krótkiego wprowadzenia do amerykańskich przepisów ASME BPVC dotyczących spawanych kotłów i zbiorników ciśnieniowych oraz urządzeń jądrowych. Na podstawie przepisów ASME Sec. VIII Div. 1 przedstawiono metodykę projektowania spawanego dwupłaszczowego zbiornika ciśnieniowego (autoklawu). Ze względu na brak metody obliczeniowej (obliczanie na podstawie wzorów) kompletnego zbiornika ciśnieniowego wg ASME Sec. VIII, Div. 1, obliczenia wykonano metodą numeryczną wg ASME Sec. VIII, Div. 2 Part 5. Wyniki obliczeń zestawiono w tablicach i na rysunkach oraz zobrazowano grafiką wygenerowaną numerycznie. - Wpływ udziału składowej ujemnej w przebiegu prądu spawania na własności złączy spawanych metodą MIG/MAG z różnorodnych materiałów konstrukcyjnych
Agnieszka Kiszka, Tomasz Pfeifer
Przedstawiono zastosowanie prądu o zmiennej biegunowości do spawania elementów z różnych materiałów konstrukcyjnych o niewielkiej grubości. Przedstawiono przebieg i wyniki badań nad określeniem wpływu udziału składowej ujemnej w przebiegu prądu i napięcia łuku na geometrię spoiny, głębokość wtopienia oraz jakość połączeń spawanych. - Zastosowanie energii tarcia kinetycznego do metalizacji ceramiki
Tomasz Chmielewski, Dariusz Golański
Przedstawiono zagadnienie metalizacji ceramiki metodą tarciową opierając się na mechanizmie powstawania połączenia, w którym energia kinetyczna tarcia jest bezpośrednio zamieniana na ciepło i dostarczana w ściśle określonych porcjach do obszaru powstającego połączenia między warstwą a podłożem. Przedstawiono opracowany przez autorów proces metalizacji ceramiki przy użyciu tarcia. Zbadano i zaprezentowano wyniki badań mikrostruktury otrzymanych warstw metalizacyjnych. - Spawanie cienkościennych blach ze stopu EN AW 7075 – metoda niskoenergetyczna a prąd pulsujący
Tomasz Pfeifer, Janusz Rykała
Artykuł prezentuje wyniki badań dotyczących spawania cienkościennych blach ze stopu aluminium EN AW 7075. Przedstawiono przebieg badań technologicznych mających na celu określenie przydatności metody CMT i MIG-Pulse do spawania złączy doczołowych blach o grubości 2,0 mm ze stopu EN AW 7075. Omówiono podstawowe trudności związane ze spawaniem stopu serii 7xxx oraz przedstawiono specyfikę spawania metody o małej energii łuku oraz prądem pulsującym. Przedstawiono uzyskane, wybrane wyniki badań wytrzymałościowych i metalograficznych makroskopowych połączeń spawanych oraz dokonano ich szczegółowej analizy. Ponadto przeprowadzono próbę odporności na pękanie gorące “circle path”, a na uzyskanych w niej złączach przeprowadzono szczegółowe badania metalograficzne mikroskopowe i mikroanalizę składu chemicznego. Zwrócono uwagę, że metoda CMT zapewnia dobrą jakość i estetykę złączy spawanych blach ze stopu aluminium uznawanego za trudno spawalny. - Mikrostruktura i własności połączeń różnoimiennych stali stosowanych w energetyce
Krzysztof Pańcikiewicz, Aneta Ziewiec, Paweł Zbroja, Paweł Kajda, Edmund Tasak
W artykule przedstawiono mikrostrukturę oraz własności połączeń różnoimiennych rur ze stali 304HCu (X10CrNiCuNb18-9-3) i P92 (X10CrWMoVNb9-2) w stanie surowym po spawaniu oraz po obróbce cieplnej. Do spawania metodą TIG wykorzystano dwa materiały dodatkowe – drut Thermanit 304HCu oraz drut EPRI P87. Badania wykazały istotny wpływ wydłużenia czasu obróbki cieplnej na obniżenie twardości stali martenzytycznej i jej SWC oraz wzrost twardości stali austenitycznej, jej SWC i spoiny wykonanej spoiwem Thermanit 304HCu. Obserwacje mikroskopowe ujawniły występowanie strefy nawęglonej na linii wtopienia pomiędzy stalą P92 a spoiną utworzoną przy użyciu drutu Thermanit 304HCu. - Zgrzewanie FSW materiałów różniących się własnościami fizycznymi
Adam Pietras, Aleksandra Węglowska, Beata Rams, Szymon Kowieski, Damian Miara, Marek St. Węglowski
Celem pracy było opracowanie technologii zgrzewania FSW elementów miedzianych o grubości powyżej 15 mm, możliwej do zastosowania w produkcji prądowych szyn przewodzących. Długość linii łączenia elementów szyn prądowych wynosi ok. 100 mm. W pierwszym etapie przeprowadzono badania FSP, czyli badania procesu uplastyczniania miedzi metodą FSW i tworzenia zwartej struktury zgrzeiny na płytach o grubości od 8 do 20 mm, a następnie zajęto się procesem zgrzewania FSW elementów miedzianych. W toku badań sprawdzono warunki uplastyczniania miedzi przy stosowaniu procesu FSW oraz opracowano narzędzia do zgrzewania i warunki prawidłowego prowadzenia procesu zgrzewania blach/płyt miedzianych o grubości do ok. 20 mm. Stwierdzono, że prawidłowo uformowane zgrzeiny powstają przy stosunkowo niskiej prędkości obrotowej narzędzia i dobrze chłodzonym oprzyrządowaniu mocującym elementy. - Badania eksperymentalne wpływu warunków technologicznych spawania łukowego w osłonie gazów na poziom dźwięku
Jolanta Matusiak, Piotr Szłapa, Joanna Wyciślik, Wojciech Marczak
Podczas różnych prac spawalniczych pracownicy narażeni są na pracę związaną z hałasem słyszalnym i ultradźwiękowym. Pomimo ciągłego rozwoju i doskonalenia środków produkcji, robotyzacji prac spawalniczych oraz rozwoju środków ochrony pracowników przed pracą w hałasie, można stwierdzić, że ekspozycja na hałas w spawalnictwie stanowi wciąż jeden z głównych problemów. W artykule przedstawiono badania eksperymentalne wpływu warunków technologicznych procesu spawania łukowego elektrodą topliwą w osłonie gazów na poziom dźwięku generowanego w trakcie procesu. Omówiono wyniki badań dla wybranych 7 metod spawania łukowego w osłonie gazów: MAG, MAG Pulse, CMT (Cold Metal Transfer), ColdArc, RapidArc, MAG Double Pulse i AC Pulse. Analizowano zależności pomiędzy warunkami materiałowo-technologicznymi spawania a poziomem ciśnienia akustycznego dźwięku A oraz poziomem ciśnienia akustycznego w 1/3 oktawowych pasmach widma hałasu słyszalnego i ultradźwiękowego. - Modelowanie numeryczne oraz potencjał aplikacyjny natryskiwania metodą Cold Spray
Tomasz Piwowarczyk, Aleksandra Małachowska, Marcin Winnicki
Przedstawiono aspekty teoretyczne i praktyczne modelowania numerycznego natryskiwania metodą Cold Spray. Wskazano główne obszary badawcze analiz numerycznych: modelowanie prędkości cząstek oraz modelowanie odkształcenia cząstki. Określono główne parametry rozważane podczas symulacji oraz wykazano na jakich zależnościach bazują analizy. Przedstawiono zalecane oprogramowanie, przykłady modelowania i wskazano na ich główne problemy. Zaprezentowano metody weryfikujące wyniki modelowania i oceniono ich przydatność w praktyce. Na koniec uzasadniono przydatność analiz numerycznych wykazując potencjał aplikacyjny metody Cold Spray. - Programowanie offline robotów spawalniczych – korzyści procesowe i ekonomiczne
Mirosław Nowak, Jacek Buchowski, Daniel Wiśniewski
Artykuł przedstawia zalety programowania metodą off-line zrobotyzowanych stanowisk spawalniczych. Dla przykładu posłużono się oprogramowaniem DTPS (Desk Top Programming and Simulation System) firmy PANASONIC. - Problemy spawania podwodnego stali o podwyższonej wytrzymałości
Dariusz Fydrych, Grzegorz Rogalski, Jerzy Łabanowski
Scharakteryzowano obecnie stosowane techniki spawania podwodnego oraz problemy związane z uzyskiwaniem złączy o wymaganych własnościach. Przedstawiono wyniki badań spawalności stali o podwyższonej wytrzymałości w warunkach podwodnych. Wskazano główne kierunki badawcze oraz rozwój technologii spawalniczych zmierzających do ograniczenia wpływu niekorzystnych warunków spawania podwodnego oraz poprawy jakości złączy wykonywanych pod wodą. - Analiza wpływu charakterystyk spawalniczych łuku w nowoczesnych odmianach metody MAG na właściwości spawania oraz geometrię spoin
Tomasz Chmielewski, Krzysztof Kudła, Marek Węglowski
Przedstawiono badania doświadczalne, których celem było porównanie warunków spawania i właściwości technologicznych spawania złączy doczołowych niskoenergetycznymi odmianami metody spawania elektrodą topliwą w osłonie gazów ochronnych: MAG Standard, MAG Puls, TwinPuls, SpeedPuls, SpeedUp, SpeedArc, SpeedRoot i SpeedCold. Porównano wydajność spawania w tych procesach oraz wpływ charakterystyk dynamicznych źródeł zasilania na geometrię oraz makrostrukturę spoin. - Materiały dodatkowe do lutowania twardego o ograniczonej szkodliwości
Dawid Majewski, Andrzej Winiowski
Dotychczasowe wyniki badań recepturowo – technologicznych prowadzonych w Instytucie Spawalnictwa w Gliwicach nad spoiwami i topnikami do lutowania twardego o ograniczonej szkodliwości. Właściwości lutownicze nowo opracowanych niskotopliwych, bezkadmowych spoiw srebrnych w postaci prętów z otuliną topnikową oraz topników niskofluorkowych. Jakość i właściwości wytrzymałościowe wykonanych nimi złączy lutowanych.
- Materiały dodatkowe do lutowania twardego o ograniczonej szkodliwości
Dawid Majewski, Andrzej Winiowski - Zdrowie, bezpieczeństwo i środowisko pracy w spawalnictwie – program Leonardo da Vinci
Jolanta Matusiak, Joanna Wyciślik - Surowce do produkcji elektrod i drutów proszkowych oraz ich wpływ na właściwości żużla i technikę spawania
Ilona Jastrzębska, Jacek Szczerba, Paweł Stoch, Ryszard Prorok, Edyta Śnieżek - Renowacja konstrukcji okna witrażowego w Bazylice Mariackiej w Gdańsku
Wojciech Kiełczyński, Jacek Haras, Krzysztof Krzysztofowicz - Użytkowe warstwy międzymetaliczne wytwarzane metodami spawalniczymi
Grzegorz Gontarz, Dariusz Golański, Tomasz Chmielewski - Badania skłonności do pęknięć gorących stali austenitycznych
Lechosław Tuz, Krzysztof Pańcikiewicz, Edmund Tasak, Janusz Adamiec, Tomasz Góral
54. Naukowo-Techniczna Konferencja Spawalnicza Spawalnictwo - osiągnięcia, potrzeby, wyzwania
16-18 października 2012
Sosnowiec
patronat naukowy
- prof. dr hab. inż. Andrzej Klimpel
- prof. dr hab. inż. Władysław Włosiński
- prof. dr hab. inż. Andrzej Ambroziak
- dr inż. Bogusław Czwórnóg
- prof. dr hab. inż. Andrzej Gruszczyk
- prof. dr hab. inż. Andrzej Kolasa
- prof. dr hab. inż. Jerzy Łabanowski
- prof. dr hab. inż. Mirosław Łomozik
- prof. dr hab. inż. Zbigniew Mirski
- prof. dr hab. inż. Jerzy Nowacki
- prof. dr hab. inż. Jan Pilarczyk
- prof. dr hab. inż. Jacek Senkara
- prof. dr hab. inż. Andrzej Skorupa
- prof. dr hab. inż. Jacek Słania
- prof. dr hab. inż. Edmund Tasak
- prof. dr hab. inż. Stanisław Tkaczyk
- prof. dr hab. inż. Eugeniusz Turyk
- prof. dr hab. inż. Włodzimierz Walczak
- Europejska Federacja Spawalnicza – platforma europejskiej współpracy w dziedzinie spawalnictwa
Dorin Dehelean
Europejska Federacja Spawalnicza (EWF) uosabia platformę współpracy europejskiej w dziedzinie spawalnictwa. W artykule zwięźle przedstawiono główne wyniki działalności EWF, którymi są: rozwój Międzynarodowego/Europejskiego systemu szkolenia, kwalifikowania i certyfikowania, poprawa wizerunku spawania oraz udział w projektach finansowanych przez UE. Ponadto przedstawiono przykłady projektów wykonywanych przy współpracy z EWF. - Spawalnictwo dziś i jutro
Jan Pilarczyk, Wanda Zeman
Przedstawiono efekty zmian, jakie zaszły w spawalnictwie w okresie ostatnich 20 lat. Analizą objęto materiały dodatkowe do spawania, technologie spawania i poziom ich automatyzacji oraz badania naukowe w dziedzinie spawalnictwa. Określono słabe i mocne punkty obecnego spawalnictwa. Wyznaczono czynniki, od których zależeć będzie rozwój spawalnictwa w przyszłości. - Wybrane przypadki uszkodzeń konstrukcji ze stali nierdzewnej
Peter Bernasovský
Przedstawiony materiał dotyczy wybranych przypadków zniszczeń konstrukcji ze stali nierdzewnej, które miały miejsce na terenie Słowacji kilka lat temu. Stale nierdzewne wykazują znakomite właściwości, które są jednakże ograniczone odpowiednim ich zastosowaniem w danych warunkach (temperatura, medium robocze itp.). Zaprezentowane pęknięcia dotyczą realnych przypadków awarii w przemyśle petrochemicznym i cementowni. Wszystkie pęknięcia były spowodowane głównie nieodpowiednim podejściem technicznym. Zaproponowano możliwe środki zapobiegawcze. - Spawanie stali typu duplex – przegląd aktualnych zaleceń
Leif Karlsson
Żaden z nowo opracowanych gatunków stali nigdy nie będzie szeroko stosowany i powszechnie akceptowany przez użytkowników, dopóki nie zostanie potwierdzona jego spawalność odbywająca się bez zbyt wielu ograniczeń. Nowoczesne stale typu duplex, poza nielicznymi gatunkami, spełniają powyższy wymóg. W ciągu ostatniej dekady grupa stali typu duplex została poszerzona o kilka nowych gatunków stali typu lean duplex oraz gatunków wysokostopowych typu hyper duplex. Większość dostępnych obecnie zaleceń dotyczących spawania stali typu duplex jest nadal zbliżona do tych z lat 90. ubiegłego wieku i to pomimo wprowadzenia do sprzedaży kilku nowych gatunków stali typu duplex oraz szerszego zastosowania nowych metod spawania, które nieco zmieniły postrzeganie tego, co jest możliwe do osiągnięcia. W niniejszym artykule omówiono aktualny stan zagadnienia spawalności stali typu duplex oraz aktualne trendy w spawaniu tych stali. Zawarte w artykule informacje wywodzą się z przesłanek pozyskanych od światowej społeczności spawalniczej, włączając w to użytkowników i producentów stali, materiałów dodatkowych do spawania oraz źródeł literaturowych. - Kierunki rozwoju w przemyśle energetycznym. Zastosowanie napawania metodą CMT w elektrowniach węglowych
Bernd Rutzinger
Elektrownie zasilane paliwami kopalnymi oraz spalarnie odpadów wykorzystywane do produkcji energii elektrycznej stawiają bardzo wysokie wymagania podzespołom kotłów energetycznych, takim jak: palenisko, kolektor, przegrzewacz i systemy rurowe. Wymagania te wynikają z ostrych warunków pracy poszczególnych elementów, narażonych na ścieranie i erozję. Dłuższą żywotność podzespołów kotła w takich warunkach może zapewnić tylko powłoka ochronna. Spośród wielu dostępnych rodzajów powłok ochronnych, największą niezawodnością charakteryzują się napoiny wykonane ze stopów na osnowie niklu. Długi czas eksploatacji zapewnia stop 625, charakteryzujący się odpornością na korozję i żaroodpornością. Metoda CMT (Cold Metal Transfer) zapewnia jednorodną grubość warstwy oraz bardzo niską zawartość żelaza w napoinie. Ze względu na niewielką ilość wprowadzonego ciepła i wynikające z tego niewielkie wymieszanie napoiny z materiałem podstawowym, metoda CMT, jako odmiana spawania elektrodą topliwą w osłonie gazów (GMAW), potwierdziła przydatność do tego typu zastosowań. - Spawanie stali odpornych na korozję niskoenergetycznymi metodami łukowymi w aspekcie emisji substancji o działaniu rakotwórczym
Jolanta Matusiak, Joanna Wyciślik
Podczas procesów spawania wydzielane są do środowiska pracy zanieczyszczenia pyłowe i gazowe, które zawierają liczne substancje niebezpieczne dla zdrowia pracowników. Szczególne zagrożenie zdrowia spawaczy towarzyszy procesom spawania stali odpornych na korozję. Związki chromu i niklu występujące w pyle spawalniczym zaliczane są do substancji o udowodnionym lub prawdopodobnym działaniu rakotwórczym. W artykule przedstawiono wyniki badań emisji pyłu, substancji kancerogennych i gazów wydzielających się przy spawaniu stali odpornych na korozję przy zastosowaniu innowacyjnych niskoenergetycznych metod spawania łukowego w osłonie gazów – CMT (Cold Metal Transfer) i ColdArc. Głównym celem poznawczym badań było określenie wielkości emisji zanieczyszczeń oraz analiza składu chemicznego pyłu przy spawaniu metodami łukowymi niskoenergetycznymi wybranych stali odpornych na korozję oraz wyznaczenie zależności pomiędzy warunkami technologicznymi procesów a emisją zanieczyszczeń i zawartością w pyle pierwiastków stanowiących zagrożenie kancerogenne dla zdrowia pracowników. Badania emisji zanieczyszczeń prowadzono dla dwóch gatunków stali odpornych na korozję: stali austenitycznej X5CrNi18-10 oraz stali chromowej ferrytycznej X6Cr17. - Wpływ procesów wydzieleniowych na spawalność stali
Andrzej Gruszczyk
Analizowano wpływ procesów wydzieleniowych na spawalność stali. Przedstawiono wyniki badań połączeń zgrzewanych indukcyjnie stali L360MB. Stwierdzono, że przyczyną obniżenia udarności zgrzein tej stali były niekorzystne procesy wydzieleniowe związane z rozpadem faz umacniających, przesyceniem roztworu stałego i odkształceniem materiału w obszarze złącza. Wykazano również istotną skłonność do utwardzenia w czasie odpuszczania napoin o składzie chemicznym stali 7CrMoVTiB10-10 (T24) oraz spoin stali różnoimiennych X10CrMoVNb9-1 (T91) i 10CrMo9-10 (T22). Skłonność do utwardzania napoin stali 7CrMoVTiB10-10 (T24) zależy od energii liniowej napawania i metody napawania. Efekt twardości wtórnej w spoinach złączy różnoimiennych stali T91 i T22 ścian szczelnych kotła może wystąpić już w czasie ich spawania. - Ocena możliwości spawania pod wodą drutem proszkowym metodą lokalnej komory suchej
Dariusz Fydrych, Grzegorz Rogalski, Jerzy Łabanowski
Przedstawiono charakterystykę spawania pod wodą metodą lokalnej komory suchej. Na postawie badań eksperymentalnych oceniono możliwość zastosowania w warunkach spawania pod wodą drutu proszkowego przeznaczonego do spawania na powietrzu. Przeprowadzono analizę budowy strukturalnej oraz rozkładów twardości złączy spawanych. Stwierdzono, że zastosowany materiał dodatkowy umożliwia poprawne wykonanie złączy spawanych w warunkach podwodnych. - Wpływ strukturalno-mechanicznej anizotropii metalu podstawowego na skłonność konstrukcji stalowych do pęknięć lamelarnych
L. M. Łobanow, M. D. Rabkina
Występowanie pęknięć lamelarnych w ściankach elementów konstrukcyjnych jest uwarunkowane układem naprężeń strukturalnych w wyrobach walcowanych oraz niskimi wskaźnikami plastyczności i ciągliwości w kierunku grubości blachy w połączeniu z wieloosiowym stanem naprężeń, który pojawia się przy spawaniu, montażu i eksploatacji konstrukcji stalowych w miejscach złączy pachwinowych. Warunki tworzenia naprężeń strukturalnych zarówno w skali mikro, jak i makro występują w procesie produkcji walcówki. Wykluczenie tych mankamentów, nawet przy stosowanych obecnie nowoczesnych, przodujących technologiach jest praktycznie niemożliwe. Celem opracowania było znalezienie sposobu ograniczenia negatywnego wpływu tego zjawiska, gdyż koszt usunięcia następstw spowodowanych pęknięciami jest znacznie większy, aniżeli prowadzenie prac profilaktycznych. - Zastosowanie wodoru do obróbki metali płomieniem gazowym
Wiktor N. Korż, Jurij S. Popil
Rozpatrzono ogólne zasady procesu spalania wodoru z tlenem w płomieniu spawalniczym. Przytoczono informacje o podstawach sterowania charakterystykami technologicznymi płomienia wodorowo-tlenowego powstającego przy spalaniu mieszanki wytwarzanej przez generatory elektrolityczno-wodne. Oceniono możliwość zastosowania płomienia wodorowo-tlenowego do spawania, lutowania i cięcia metali. - Spawanie i napawanie stali średniostopowych i średniowęglowych bez podgrzewania wstępnego
Walerij D. Kuzniecow, Paweł W. Popowicz
Omówiono badania opracowanego w NTUU “KPI” procesu napawania i spawania stali średniowęglowych i średniostopowych bez podgrzewania wstępnego. Istota procesu polega na zmniejszeniu prędkości chłodzenia w krytycznym przedziale najmniejszej stabilności austenitu w wyniku obróbki powierzchni ściegu ciepłem łuku dodatkowego sterowanego magnetycznie. Takie wyżarzanie wahadłowe zapewnia prawie 5-krotne obniżenie prędkości chłodzenia i tym samym otrzymanie bardziej plastycznych struktur oraz eliminację pęknięć zimnych. Przedstawiono schemat nowego procesu, podano informacje o zmianach strukturalnych i własnościach. - Wpływ rodzaju spoiwa na strukturę i własności spoin stali 7CrMoVTiB10-10 (T24)
Krzysztof Pańcikiewicz, Anna Zielińska-Lipiec, Edmund Tasak
Przedstawiono wyniki badań struktury i własności spoin wykonanych przy zastosowaniu różnych materiałów dodatkowych. Badania przeprowadzono na złączach doczołowych rur oraz złączach typu rura-płaskownik. Ściegi graniowe w złączach doczołowych rur wykonano spoiwem o strukturze austenitycznej EPRI P87 oraz spoiwem P 24-IG, natomiast złącza doczołowe rura-płaskownik wykonano automatycznie łukiem krytym spoiwem Union S P24 + topnik UV 305 i S1CrMo2 + topnik UV 305. Badania wykazały, że wykonanie przetopu spoiwem austenitycznym ERPI P87 daje lepszą jakość warstwy graniowej, bez obecności mikropęknięć gorących. Natomiast złącza typu rura-płaskownik, niezależnie od stosowanych materiałów dodatkowych, uzyskują wysokie własności wytrzymałościowe. - Charakterystyka i przeznaczenie stali austenitycznej TEMPALOY A-3 oraz właściwości jej złączy spawanych
Robert Jachym, Krzysztof Kwieciński, Mirosław Łomozik, Michał Urzynicok, Paola Mariani, Yusuke Minami
Omówiono doświadczenia zdobyte podczas spawania połączeń jednorodnych stali austenitycznej TEMPALOY A-3 oraz połączeń mieszanych stali TEMPALOY A-3 ze stalą T91 z wykorzystaniem materiału EPRI87. Przeprowadzono badania niszczące i nieniszczące zgodnie z zakresem przedstawionym w normie PN-EN ISO 15614-1. Wszystkie z przebadanych złączy odznaczają się wysoką jakością, co zostało potwierdzone przez wyniki badań. Są to jedne z nielicznych badań tego gatunku stali na świecie. - Właściwości złączy spawanych ze stali PB2 wykonanych z obróbką cieplną po spawaniu i bez obróbki
Krzysztof Kwieciński, Mirosław Łomozik, Robert Jachym, Michał Urzynicok
W przemyśle energetycznym spawane połączenia doczołowe rur najczęściej wykonuje się przy użyciu kombinacji metod TIG i MMA. W większości przypadków po spawaniu wymagane jest przeprowadzenie obróbki cieplnej. W niektórych przypadkach przeprowadzenie takiej obróbki jest jednak utrudnione lub wręcz niemożliwe. Jednym ze sposobów umożliwiających wyeliminowanie obróbki cieplnej przy jednoczesnym uzyskaniu wymaganych własności złącza jest zastosowanie podczas spawania tzw. techniki ściegów odpuszczających. W publikacji zaprezentowano wyniki badań połączeń doczołowych rur wykonanych w sposób konwencjonalny oraz przy użyciu techniki ściegów odpuszczających. Przedstawiono wyniki badań nieniszczących (VT, PT, RT) i niszczących (próba statycznego rozciągania, badanie na zginanie, pomiar twardości, pomiar pracy łamania, badania metalograficzne makro- i mikroskopowe) połączeń spawanych wykonanych ze stali PB2. - Porównanie klasycznych źródeł inwertorowych z zasilaczami inwertorowymi zbudowanymi w technice MICOR
Marek Węglowski, Krzysztof Kudła
Porównano inwertorowe źródła prądu stosowane do spawania łukowego z rozwiązaniem MICOR zastosowanym w budowie nowoczesnych urządzeń. Przedstawiono rys ewolucyjny zasilaczy inwertorowych oraz wpływ ich budowy i zastosowanych rozwiązań na właściwości użytkowe. - Lutospawanie laserowe na stanowiskach zrobotyzowanych
Marek Banasik, Sebastian Stano, Jerzy Dworak
Omówiono proces lutospawania laserowego prowadzony na stanowisku zrobotyzowanym wyposażonym w laser dyskowy i głowicę z dotykowym systemem śledzenia styku złączy. Uwzględniono podstawowe aspekty sprzętowe i technologiczne lutospawania na takim stanowisku złączy zakładkowych. Przedstawiono badania z wykorzystaniem fotograficznej rejestracji przebiegu procesu. - Czy sposób doprowadzania ciepła ma istotny wpływ na geometrię spoin?
Kwiryn Wojsyk, Krzysztof Kudła
Duży, ciągle rosnący udział metod spawania w osłonach gazów ochronnych w produkcji spawalniczej oraz konieczność uzyskiwania połączeń wysokiej jakości sprawia, że coraz większym zainteresowaniem cieszą się nowoczesne odmiany technologii MIG/MAG, w których stosuje się impulsowe zmiany natężenia prądu, napięcia łuku lub/i posuwu drutu elektrodowego. Przeprowadzone analizy i badania eksperymentalne potwierdzają tezę, że zmiany chwilowych wartości prądu i napięcia łuku istotnie wpływają na sposób wprowadzenia ciepła, co skutkuje zróżnicowaną geometrią wtopienia i szybkością chłodzenia spoin przy zachowaniu stałych wartości podstawowych parametrów spawania, tj. prądu spawania i napięcia łuku. Autorzy proponują stosowanie odmiennego od dotychczasowego sposobu obliczania podstawowych parametrów spawania dla przebiegów niesymetrycznych, a zatem i wynikowego ciepła wprowadzonego. Pozwoli to na właściwe szacowanie mocy łuku i energii liniowej spawania. - Wpływ zawartości CO2 w argonie na wydajność i efektywność procesu spawania MAG
Joachim Grundmann
Atmosfera ochronna z zakresu od nisko-utleniającej (M20 zgodnie z ISO 14175) do wysoko utleniającej (C1 zgodnie z ww. normą) w procesach spawania niestopowych stali węglowych metodą MAG może zawierać różne ilości CO2. Zawartość CO2 ma znaczący wpływ na sposób przenoszenia kropli metalu, intensywność rozprysku, wygląd spoiny i jeziorka spawalniczego, emisję par i gazów, a także na wydajność i powstawanie niezgodności powierzchniowych. Wykorzystując technikę szybkiego filmowania, wykonuje się prezentacje różnych rodzajów łuku dla różnych składów atmosfery ochronnej, a odpowiednie techniki prowadzenia procesu pozwalają na uzyskanie dużej wydajności i dobrej jakości spoin przy istniejących technologiach wytwarzania łuku. Uzyskane wyniki potwierdzają, że szeroki i zoptymalizowany zakres składu gazów osłonowych używanych do spawania metodą MAG niestopowych stali węglowych i stali miękkich spełnia wymagania praktycznie wszystkich procesów produkcji wyrobów z metalu, pod warunkiem, że dostarczane gazy osłonowe dokładnie odpowiadają specyfikacjom. - Współzależność spawalniczych i technicznych wymagań jakościowych według aktualnie stosowanych norm wyrobów
Alexander Zhelev, Teodor Osikovski
Istnieje skoordynowane wzajemne oddziaływanie między normami podstawowymi (EN 3834 łącznie z EN ISO 9001) oraz normami dotyczącymi zastosowania (EN 1090-2, EN 15085 i EN 13445). W ten sposób zapewniony został skoordynowany przebieg procesu produkcyjnego w czasie i przestrzeni oraz zapewniona została zakładana jakość produkcji. Oznacza to, że między tymi normami występuje określona współzależność. Współzależność norm podstawowych i norm dotyczących zastosowania stwarza obszerną podstawę dla rozpoznania wspólnych zasad, które w określonych sytuacjach mogą umożliwić budowę elastycznego i bardziej skutecznego systemu zapewnienia jakości w spawalnictwie. Taki zintegrowany system może być szczególnie przydatny dla przedsiębiorstw o szerokiej palecie produkowanych wyrobów, które przy uwzględnieniu różnorodnych norm dotyczących zastosowania wchodzą w obszar prawnie regulowany ale także dla przedsiębiorstw w obszarze nie uregulowanym prawnie, które zmierzają do zorganizowania systemu zarządzania jakością. - Wdrożenie normy EN 15085 – dokąd prowadzi ta droga?
Steffen Keitel
Wieloczęściowa norma europejska EN 15085 ujednoliciła wymagania dotyczące wytwarzania pojazdów szynowych i ich części składowych a także ujednoliciła zasady kwalifikowania wytwórców tych wyrobów. W Niemczech powstała baza danych “on-line” istotnych danych spawalniczych dotyczących budowy pojazdów szynowych i ich napraw, która wywodzi się z bazy danych normy DIN 6700 opracowanej i utrzymywanej przez Schweisstechnische Lehr- und Versuchsanstalt (SLV) Halle. Niemieckie jednostki certyfikujące wytwórców są zobowiązane do wprowadzenia do Rejestru on-line wszystkich certyfikowanych wytwórców stopni CL1, CL2 i CL4, przechowywania treści certyfikatów i informowania w możliwie krótkim terminie o występujących zmianach. Zainteresowanie Rejestrem-online EN 15085 zgłosiły także państwa członkowskie skupione w European Committee for Welding of Railway Vehicles, w tym także Polska. - Nowoczesne systemy monitorowania procesu zgrzewania tarciowego metodą FSW
Adam Pietras, Aleksandra Węglowska, Szymon Kowieski, Damian Miara
Metoda FSW jest coraz szerzej stosowana w różnych gałęziach światowego przemysłu, przede wszystkim do łączenia stopów aluminium w przemyśle samochodowym, stoczniowym, lotnictwie i przemyśle kosmicznym. Do kontroli warunków zgrzewania oraz wykrywania wad i niezgodności w zgrzeinie mogą być stosowane różne metody. Ostatnio budowane i rozwijane są systemy kontroli “on-line” procesu zgrzewania, oparte o badania warunków mechanicznych zgrzewania – system LowStir, badania procesu tworzenia zgrzeiny za pomocą kamer wizyjnych i termowizyjnych oraz badania ultradźwiękowe zgrzein laserowym systemem LUT. Celem opracowywania systemów kontroli procesu zgrzewania FSW jest umożliwienie oceny na bieżąco jakości tworzonej zgrzeiny oraz wykrywania ewentualnych wad powstających już na etapie wytwarzania konstrukcji na stanowisku zgrzewalniczym. Pozwoli to na wyeliminowanie elementów wadliwych z produkcji. - Badania energochłonności cienkościennych stalowych struktur spajanych
Andrzej Ambroziak, Paweł Kustroń, Marcin Korzeniowski, Paweł Kaczyński, Andrzej Tobota
Przedstawiono wyniki badań porównawczych procesu quasi-statycznego zgniatania profili cienkościennych łączonych metodami zgrzewania oporowego punktowego i przetłaczania. Do badań wykorzystano nowoczesne stale konstrukcyjne, jak DP, HSLA czy TRIP, o zróżnicowanej grubości. Badania wykazały, iż istnieje wpływ rodzaju materiału oraz jego grubości na energochłonność cienkościennych profili stalowych. Stwierdzono również, że w przypadku materiałów o wysokiej plastyczności, jak stale DC i HSLA, połączenia przetłaczane rzadziej ulegają zniszczeniu podczas zgniotu próbek w stosunku do stali o wysokiej wytrzymałości, jak np. DP800 czy DP1000. Energia pochłonięta podczas spęczania próbek łączonych techniką przetłaczania jest zbliżona do energii pochłoniętej przez analogiczne elementy zgrzewane punktowo. Istotne różnice w energochłonności badanych profili cienkościennych obserwowano, kiedy połączenia ulegały zniszczeniu lub dochodziło do utraty spójności materiału. Fakty te pozwalają stwierdzić, iż możliwe jest zastosowanie połączeń przetłaczanych w cienkościennych elementach energochłonnych po uwzględnieniu ich specyficznych właściwości już na etapie projektowania konstrukcji pochłaniającej energię zderzenia. - Modelowanie naprężeń własnych generowanych w procesie termicznego nanoszenia powłok
Zdzisław Lindemann, Jolanta Zimmerman, Dariusz Golański, Tomasz Chmielewski, Władysław Włosiński
Przedstawiono metodykę modelowania za pomocą metody elementów skończonych naprężeń własnych powstałych w czasie procesów termicznego nakładania powłok na podłoża. Modelowanie przeprowadzono dwuetapowo: etap pierwszy – dynamiczny – polegał na rozwiązaniu zagadnienia zderzenia pojedynczych cząstek materiału powłoki z podłożem, a etap drugi – statyczny – na termomechanicznej, nieliniowej analizie symulacji procesu poprzez tworzenie przyrastających podwarstw w czasie, aż do uzyskania powłoki o określonej grubości i schładzania całości. Obliczenia przeprowadzono dla kołowych próbek składających się z tytanowej powłoki (o trzech grubościach) naniesionej na podłoże ceramiczne Al2O3 metodą detonacyjną. Model obliczeniowy został zweryfikowany eksperymentalnie przez pomiary ugięcia próbki po jej schłodzeniu do temperatury pokojowej. Otrzymano dobrą zgodność wyników numerycznych ugięć układu powłoka – podłoże z doświadczalnymi. - Zastosowanie wirtualnej symulacji numerycznej w spawalnictwie jako techniczne wsparcie w przemyśle energetycznym
Marek Slováček, Jiri Kovarik, Josef Tejc
We wszystkich dziedzinach produkcji obserwuje się stały wzrost wymagań dotyczących jakości złączy spawanych. Wysokie wymagania prowadzą w konsekwencji do przygotowywania większej liczby eksperymentalnych lub prototypowych złączy kontrolnych, przed spawaniem konstrukcji finalnej. Badania i prototypy mają na celu określenie odpowiedniej technologii spawania, rodzaju materiału, warunków podgrzewania wstępnego, parametrów spawania, warunków umocowania i optymalizacji procesu spawalniczego. Oczywiście próby i prototypy podrażają proces produkcji. Ostatnio w obszarze przygotowania produkcji i podczas samej produkcji często stosowana jest symulacja numeryczna spawania, która wsparta pomiarami eksperymentalnymi może symulować proces spawania w sposób bardzo blisko odzwierciedlający rzeczywistość. - Technologia napraw platform wiertniczych metodami spawalniczymi – analiza przypadków, wsparcie metodą elementów skończonych
Zbigniew Mirski, Piotr Krasnodębski
Przedstawiono budowę i klasyfikację budowanych na świecie obiektów typu “offshore” (głównie platform wiertniczych) oraz materiały, z jakich są wykonane. Omówiono normy związane z remontami, naprawami i modernizacją konstrukcji tego typu. Opisano przykłady zastosowania metody elementów skończonych (MES) jako wsparcie dla konstruktora i technologa. Podano przykłady postępowania przy planowaniu i opracowywaniu technologii napraw metodami spawalniczymi wybranych elementów platform. Przybliżono technologię spawania podwodnego. - Spawalność stali ulepszonych cieplnie o granicy plastyczności powyżej 1000 MPa
Marek St. Węglowski, Marian Zeman, Mirosław Łomozik
Przedstawiono wyniki badań spawalności stali ulepszonych cieplnie o granicy plastyczności powyżej 1000 MPa. Badania przeprowadzono na blachach o grubości 10 mm wykonanych ze stali w gatunku Weldox 1100 i Weldox 1300. Badania obejmowały określenie własności mechanicznych stali i budowy mikrostrukturalnej oraz przeprowadzenie badań spawalności stali w oparciu o próby symulacyjne cykli cieplnych spawania przy wykorzystaniu symulatora cykli cieplno-odkształceniowych. Wyznaczono również wykresy przemian austenitu CTPc-S. Badania symulacyjne wykazały, że spawalność stali ulepszonych cieplnie Weldox 1100 i Weldox 1300 jest ograniczona.
- Lutowanie twarde stopów na osnowie faz międzymetalicznych typu Ti-Al i Ni-Al
Andrzej Winiowski, Maciej Różański - Badania technologiczne spawania wysokowytrzymałej stali HCT 600X ZF 100 RBO elektrodą topliwą prądem o zmiennej biegunowości
Agnieszka Kiszka, Tomasz Pfeifer - Spawalność stali ulepszonych cieplnie o granicy plastyczności powyżej 1000 MPa
Marek St. Węglowski, Marian Zeman, Mirosław Łomozik - Gazy w spawalnictwie – obsługa i bezpieczeństwo
Piotr Łuksza, Adam Kozłowski, Jacek Dąbrowski - WELDIMP – słownik niezgodności spawalniczych Projekt Leonardo da Vinci
- Laserowe spawanie hybrydowe
Marek Banasik, Sebastian Stano, Jerzy Dworak - Mikrospawanie laserem impulsowym
Marek Banasik, Sebastian Stano, Jerzy Dworak - Podkładki ceramiczne do spawania blach ze stali nierdzewnych, kwasoodpornych i specjalnych, w osłonie gazu obojętnego
Alicja Pawełek, Jerzy Czechowski, Krystyna Warsz - ACCESSWELD – doskonalenie i udostępnienie spawalniczych kursów szkoleniowych
Anna Sędek
52. Naukowo-Techniczna Konferencja Spawalnicza Zaawansowane Technologie Spawalnicze
19-21 października 2010
Sosnowiec
Patronat
patronat honorowy
Zygmunt Łukaszczyk
Wojewoda Śląski
Śląski Urząd Wojewódzki
patronat naukowy
- dr hab. inż. Andrzej Klimpel
- dr hab. inż. Władysław Włosiński
- dr hab. inż. Andrzej Ambroziak
- Dr inż. Bogusław Czwórnóg
- dr hab. inż. Andrzej Gruszczyk
- dr hab. inż. Andrzej Kolasa
- dr hab. inż. Jerzy Łabanowski
- Dr hab. inż. Mirosław Łomozik
- dr hab. inż. Zbigniew Mirski
- dr hab. inż. Jerzy Nowacki
- dr hab. inż. Jan Pilarczyk
- dr hab. inż. Jacek Senkara
- dr hab. inż. Andrzej Skorupa
- Dr hab. inż. Jacek Słania
- dr hab. inż. Edmund Tasak
- dr hab. inż. Stanisław Tkaczyk
- dr hab. inż. Włodzimierz Walczak
- Dr hab. inż. Eugeniusz Turyk
- Jednoczesne zastosowanie różnorodnych materiałów w konstrukcji nadwozia samochodu wyzwaniem dla procesów spajania
Ulrich Dilthey
Od nowoczesnych pojazdów samochodowych oczekuje się wysokiego poziomu bezpieczeństwa i niskiej masy. Obydwa te wymagania są najlepiej spełnione, jeśli zastosuje się w karoserii odpowiednie do wymagań materiały o różnych własnościach. Jednoczesne zastosowanie różnorodnych materiałów konstrukcyjnych jest wyzwaniem dla technologii spajania. - Szczególne znaczenie kompetencji personelu w produkcji spawalniczej
Tim Jessop, Chris Eady
Kompetencje personelu spawalniczego są istotnym elementem wpływającym na wytwarzanie bezpiecznych, odpowiedzialnych i ekonomicznych wyrobów spawanych. Dotyczy to całego personelu zaangażowanego w produkcję wyrobów spawanych. Spełnienie wymagań norm ISO 3834 i ISO 14731 daje wytwórcy pewność, że jego działania w zakresie kompetencji spawalniczych są na właściwej drodze. W związku z tym, normy te powinny być szerzej stosowane i częściej przywoływane w umowach kontraktowych. Europejska Federacja Spawalnicza (EWF) i Międzynarodowy Instytut Spawalnictwa (IIW) opracowały system kwalifikowania i certyfikowania personelu, w którym zastosowano najlepsze wzory z zakresu potwierdzania kompetencji. EWF opublikowało również odpowiednie dokumenty poruszające zagadnienia bezpieczeństwa i ochrony zdrowia oraz ochrony środowiska w spawalnictwie. Wytwórca ma możliwość poddania się ocenie na zgodność z wymaganiami w ramach wdrażania Systemu EWF/IIW na zgodność z normą ISO 3834. - Porównanie różnych kompozycji stopowych materiałów dodatkowych do spawania o niskiej temperaturze przemiany
L. Karlsson, L. Mráz, H. K. D. H. Bhadesia, A. A. Shirzadi
Pęknięcia zmęczeniowe inicjowane są zwykle w spoinach w wyniku wysokich naprężeń pozostających i zmian geometrii wprowadzających koncentratory naprężeń. Jednym z rozwiązań, mogącym zwiększyć wytrzymałość zmęczeniową złączy spawanych jest zastosowanie spoiw o niskiej temperaturze przemiany (LTT – ang. Low Transformation Temperature). Materiały te zmniejszają możliwość powstawania naprężeń spawalniczych poprzez wykorzystanie plastyczności przemiany, powodując skompensowanie skurczu termicznego, co prowadzi do wydłużenia trwałości zmęczeniowej. Przebadano trzy rodzaje spoiw LTT, o różnej zawartości Ni i Cr i o niskiej temperaturze początku przemiany martenzytycznej (Ms). Wyniki badań zmęczeniowych wykazały znaczny wzrost wytrzymałości zmęczeniowej badanych złączy, zarówno doczołowych, jak i ze spoinami pachwinowymi dla wszystkich trzech kombinacji spoiw. Stwierdzono wyraźną współzależność pomiędzy niższą temperaturą przemiany, zmniejszeniem naprężeń spawalniczych oraz zwiększeniem wytrzymałości zmęczeniowej. Efekt działania spoiw LTT był wyraźniej zależny od temperatury przemiany metalu spoiny niż od jej składu chemicznego. Ważnym czynnikiem było wymieszanie materiału rodzimego podczas spawania jednościegowego, gdzie temperatura Ms wzrosła o ok. 70 oC w porównaniu do Ms odpowiednich stopiw. Spoiwo 13Cr 6Ni określono jako najbardziej obiecujące nie tylko ze względu na charakterystykę zmęczeniową, lecz również ze względu na odporność na pękanie gorące i zimne, wytrzymałość, udarność i ciągliwość. - Ręczne laserowe spawanie naprawcze elementów okrętowego mechanizmu napędowego za pomocą ruchomego systemu laserowego
Gerlinde Winkel, Ulf Jasnau, Uwe Hemmann
Obecnie prace naprawcze okrętowych mechanizmów napędowych wykonywane są głównie za pomocą spawania metodą TIG. Ze względu na konieczność dodatkowej obróbki spoin, wiąże się to z dużym nakładem pracy i kosztów. W ramach projektu badawczego zajmowano się ręcznym spawaniem naprawczym za pomocą lasera impulsowego różnych materiałów stosowanych w mechanizmach napędowych statków. Prace dotyczyły główniemateriału C45 dla różnych części maszyn i brązu aluminiowego dla śrub napędowych i obejmowały następujące zagadnienia:- określenie warunków odbioru tego rodzaju napraw wykonywanych za pomocą ręcznych systemów laserowych;
- ustalenie właściwych nastaw parametrów;
- opracowanie podstaw do zatwierdzania tej nowej technologii.
Przedstawiono możliwości i właściwości ręcznego laserowego spawania naprawczego małych wad powierzchniowych. Objaśniono wykorzystany system laserowy i jego obsługiwanie. Podano sposób postępowania podczas opracowywania procesu napraw i uzyskane wyniki. Omówiono kroki, jakie należy przedsięwziąć, aby uzyskać dopuszczenie tej technologii do napraw maszyn okrętowych.
- Centrum laserowe Instytutu Spawalnictwa – możliwości, badania i zastosowania przemysłowe
Jan Pilarczyk, Marek Banasik, Sebastian Stano, Jerzy Dworak
Przedstawiono wyposażenie i zakres działalności Centrum Technologii Laserowych Instytutu Spawalnictwa. Podano w zarysie zakres prowadzonych badań związanych ze spawaniem laserowym, spawaniem metodami hybrydowymi, wiązką ogniskowaną w dwóch punktach i spawaniem z materiałem dodatkowym. Zaprezentowano zastosowania przemysłowe technologii spawania laserowego na przykładzie elementów z różnych gałęzi przemysłu. - Zautomatyzowane stanowisko do spawania rur ożebrowanych laserem dyskowym
Janusz Adamiec, Wojciech Gawrysiuk, Michał Więcek
Jednym ze sposobów zwiększenia sprawności termicznej wymienników ciepła jest rozwinięcie powierzchni poprzez stosowanie ożebrowania w rurach wymiennikowych. Rury ożebrowane cechują się dużą długością spoiny na 1 mb rury. Obecnie są one wykonywane poprzez automatyczne spawanie metodą MAG. W budowie urządzeń dla energetyki stosuje się coraz częściej nowe rozwiązania technologiczne, np. spawanie laserowe. W pracy przedstawiono wyniki prób spawania laserem światłowodowym dyskowym o mocy 8 kW rur ożebrowanych na nowym zautomatyzowanym stanowisku opracowanym i wdrożonym w Energoinstalu S.A. Stanowisko umożliwia spawanie z prędkością liniową dochodzącą do 24 m/min, a więc prawie dziesięciokrotnie szybciej w stosunku do spawania metodą MAG. Istotne znaczenie ma również brak konieczności stosowania materiałów dodatkowych do spawania oraz mniejsze zużycie gazu osłonowego. Uzyskuje się ciągłe spoiny z pełnym przetopieniem, równomiernym licem i prawidłowym kształtem, których twardość spełnia wymagania przepisów dla urządzeń ciśnieniowych. - Trendy w technikach spajania – Wartość dodana przez technikę spawalniczą
Klaus Middeldorf
Rysunki i wnioski w prezentacji oparto na studium „Wartość dodana w produkcji i zastosowaniu technik łączenia w Niemczech i w Europie” – kwiecień 2009 (dane z roku 2007). Prezentowana analiza trendów obejmuje: Niemcy, Francję, Włochy, Anglię, Polskę, Holandię oraz Unię Europejską dla dwóch okresów jej rozwoju. Wartość produkcji, wartość dodaną i liczbę zatrudnionych podano dla:- wytwarzania w zakresie technik łączenia i
- zastosowania technik łączenia.
Wytwarzanie w zakresie technik łączenia obejmuje produkcję urządzeń i systemów oraz dóbr i świadczenie usług (spawanie, lutowanie, natryskiwanie termiczne, klejenie, cięcie, urządzenia i systemy technologii laserowej, roboty i systemy zrobotyzowane, materiały dodatkowe do wszystkich procesów spajania, ochronę środowiska i zdrowia, urządzenia do badań i szkolenie).Podkreślono, że techniki łączenia stanowią kluczowy czynnik napędowy dla rynków wzrostu, a aktywność badawcza w obszarze materiałów, łączenia i spawania odzwierciedla trendy w dziedzinie przyszłych zastosowań tych technik.
- Pomiary promieniowania powstającego w łuku spawalniczym przy spawaniu stopów aluminium elektrodami otulonymi
Ali Gursel, Adem Kurt
Przedstawiono wyniki pomiarów promieniowania optycznego powstającego podczas spawania stopów aluminium elektrodami otulonymi przy natężeniu prądu 150 A, 175 A i 200 A. Podczas badań mierzono promieniowanie nadfioletowe (UV-A, UV-B i UV-C), widzialne i podczerwone (IR-A). Badania pokazały, że wraz ze wzrostem natężenia prądu wzrasta również moc świetlna promieniowania. - Badanie wpływu grubości blach na odkształcenia kątowe w złączach spawanych doczołowo
Mahsa Seyyedian Choobi
Przedstawiono wyniki badań wpływu grubości blach spawanych doczołowo w jednym przejściu na wartość odkształceń kątowych. Badania przeprowadzono na drodze eksperymentu oraz symulacji numerycznej na blachach ze stali nierdzewnej w gatunku 304 o grubości 1, 1,5, 2 i 3 mm, które spawano doczołowo w jednym przejściu metodą TIG. Odkształcenie kątowe wyznaczono przy użyciu metody elementów skończonych (MES) w oparciu o trójwymiarowy model termo-sprężysto-plastyczny. Porównano wyniki odkształceń kątowych dla wszystkich badanych przypadków i określono wpływ grubości łączonych elementów na wartość odkształcenia kątowego. W celu weryfikacji modelu numerycznego wykonano pomiar temperatury podczas procesu spawania oraz odkształceń kątowych na złączach rzeczywistych. Wyniki badań wykazały, że grubość łączonych elementów ma wpływ zarówno na wartość, jak i rodzaj odkształceń. Przeprowadzone badania pokazały również, iż zmniejszenie grubości elementu wpływa na zwiększenie odkształcenia kątowego. - Mikrostruktura i odporność na wysokotemperaturowe utlenianie napoin nadstopu Inconel 625 na stali niskostopowej
Jerzy Nowacki, Artur Wypych
Zbadano wpływ warunków zrobotyzowanego napawania nadstopem na osnowie Inconel 625 głowic wysokoprężnych silników okrętowych wykonanych ze staliwa 13CrMo4-5 na mikrostrukturę i odporność na korozję gazową ich warstwy wierzchniej. Wielościegowe napawanie MIG przeprowadzono z zastosowaniem robota Panasonic PerformArc przy dwóch poziomach ilości wprowadzonego ciepła napawania Q = 620 J/mm oraz Q = 2100 J/mm w osłonie argonu. Określono mikrostrukturę, skład chemiczny i fazowy napoin i ich odporność na wysokotemperaturowe utlenianie oraz skład chemiczny i fazowy wytworzonych zgorzelin. Określono wpływ zawartości pierwiastków pochodzących z materiału rodzimego na odporność na utlenianie. - Metodyka pomiaru temperatury w badaniach przemian strukturalnych
Zygmunt Mikno
Przedstawiono metodykę pomiaru temperatury w badaniach przemian strukturalnych w stali w warunkach spawalniczych. W metodyce badawczej małogabarytowa próbka poddawana jest symulowanym cyklom cieplnym spawania i dokonywany jest pomiar jednocześnie trzech wielkości charakterystycznych tj.: temperatury próbki, strumienia magnetycznego i rozszerzalności termicznej. Dla pomiaru tych wielkości próbka jest nagrzewana w sposób bezkontaktowy za pomocą lamp grzewczych. Małe gabaryty badanej próbki wymagają specjalnego podejścia do pomiaru wspomnianych parametrów, a w szczególności temperatury. Zaproponowany pomiar temperatury jest kluczowy z punktu widzenia omawianej metodyki badawczej z uwagi na późniejszą analizę pozostałych parametrów w funkcji temperatury. Dla opisanych warunków metodyki badawczej opracowano model MES. Badano i analizowano wskazania i rozkład temperatury dla różnych warunków tj.: typu i materiału zastosowanej termopary oraz średnicy przewodów termoparowych. Wyniki obliczeń MES zostały zweryfikowane eksperymentalnie. W wyniku badań określono wymagania dla uzyskania najdokładniejszych wskazań temperatury na stanowisku badawczym. - Spawanie odpowiedzialnych podzespołów lokomotyw drutem proszkowym
Zbigniew Mirski, Marek Jędrzejuk
Przedstawiono nową technologię spawania podzespołów lokomotyw o dużych przekrojach blach i profili stalowych przy użyciu rutylowego drutu proszkowego. Określono jakość złączy wykonanych metodą MAG drutem proszkowym (136) w osłonie mieszaniny gazów 18 % CO2 i 82 % Ar w odniesieniu do dotychczasowej metody spawania drutem litym (135). Ocenę złączy spawanych przeprowadzono na podstawie prób technologicznych, pomiarów twardości oraz na podstawie badań metalograficznych i badań nieniszczących (VT, MT i UT). Oceniono dobrze złącza wykonywane nawet przez spawaczy o mniejszych kwalifikacjach i to w pozycjach przymusowych. - Formowanie się napoin na bazie niklu umacnianych węglikami metali przejściowych
Mariusz Bober, Jacek Senkara
Przedmiotem badań było otrzymywanie metodą plazmową napoin na osnowie stopu NiSi2B z dodatkami węglików metali IVB i VIB grupy układu okresowego na podłożu ze stali niskostopowej S355J0. Analiza oddziaływań międzyfazowych oraz struktury napoin wykazała, iż odmienny charakter oddziaływania węglików metali obu grup z ciekłym stopem niklu wpływa na rozmieszczenie i udział cząstek fazy umacniającej w matrycy. Wykazano, iż rozmieszczenie twardych cząstek, zbliżone do równomiernego, ma miejsce w powłokach umacnianych węglikami metali grupy VIB układu okresowego pierwiastków. Objętościowy udział węglików tytanu i cyrkonu zwiększa się wraz ze wzrostem natężenia prądu, natomiast w powłokach zawierających węgliki chromu, molibdenu i wolframu ich udział maleje, co związane jest z odmiennym mechanizmem oddziaływania z ciekłą osnową. - Rozwój technologii i normalizacji w lutowaniu twardym
Andrzej Winiowski, Maciej Różański
Światowe tendencje rozwojowe technologii lutowania twardego płomieniowego, indukcyjnego i piecowego oraz lutospawania. Nowe osiągnięcia badawczo – rozwojowe Instytutu Spawalnictwa w zakresie powyższych metod lutowania. Analiza stanu normalizacji europejskiej dotyczącej lutowania twardego. - Podgrzewanie wstępne stali drobnoziarnistej acetylenem, propanem i metanem oraz wpływ tych gazów na własności materiału
Sven Selling, Ronald Steusloff
Przeprowadzono próby podgrzewania kilku gatunków stali do różnych wartości temperatury, mające na celu określenie skuteczności i wydajności ww. paliw gazowych oraz rozpoznanie ich potencjalnie szkodliwych skutków dla własności materiału. Badano możliwość wykorzystania poszczególnych gazów do ogrzewania, suszenia i podgrzewania wstępnego. Omówiono wpływ poszczególnych gazów na tworzenie się wody kondensacyjnej na powierzchni podgrzewanych elementów i w konsekwencji na ich korozję. Najbardziej korzystnym gazem okazał się acetylen. Badania własności mechanicznych oraz próba twardości wykazały, że podgrzewanie nie powoduje przewidywanych szkodliwych skutków dla obrabianych materiałów, a zwłaszcza kruchości wodorowej. Stwierdzono, że podgrzewanie wstępne jest procesem niezbędnym w przetwórstwie stali konstrukcyjnych o podwyższonej i wysokiej wytrzymałości. - Ocena ilości ciepła wprowadzanego w procesach spawania łukowego elektrodą topliwą w osłonie gazów ochronnych
Krzysztof Kudła, Kwiryn Wojsyk
Celem weryfikacji energii liniowej spawania w procesach MIG/MAG Puls i MIG/MAG Standard przeprowadzono badania, w których porównano ilość ciepła wprowadzanego do materiału spawanego. Analizą objęto skutki cieplne wywołane różnym sposobem wprowadzania ciepła przy tej samej energii liniowej spawania. Zastosowano tradycyjny pomiar energii liniowej oraz właściwszy – z uwzględnieniem współczynnika mocy. Badania potwierdziły konieczność uwzględniania wymienionego współczynnika dla prawidłowego oszacowania mocy łuku, a tym samym i energii, w przypadku, gdy moc łuku stanowi iloczyn wartości średnich prądu i napięcia łuku. - Innowacyjne koncepcje produkcji i urządzenia laserowe do efektywnej obróbki metali
Marius Spoettl, Hardy Mohrbacher
Przedstawiono zastosowanie spawania laserowego w seryjnej i masowej produkcji półfabrykatów w przemyśle motoryzacyjnym. Omówiono podstawy spawania laserowego, główne warianty organizacji stanowisk produkcyjnych, wymagania i trudności w odpowiednim przygotowaniu brzegów elementów do spawania oraz kontrolę jakości podczas spawania. Porównano wydajność stanowisk spawania laserowego zorganizowanych w sposób powiązany z wielkością serii produkcyjnych. Przykłady stanowisk do spawania blach z kręgów, elementów amortyzatorów i specjalnych elementów profilowych wskazują na uniwersalne możliwości spawania laserowego w zastosowaniu do masowego wytwarzania wyrobów o wysokiej jakości, zróżnicowanych pod względem rozwiązań konstrukcyjnych. - Spawalność stali wysokowytrzymałych przy remoncie konstrukcji o długotrwałym okresie eksploatacji
Walerij D. Poznjakow
Zbadano wpływ zawartości wodoru dyfundującego, struktury metalu, intensywności utwierdzenia i stanu naprężenia na prawdopodobieństwo tworzenia pęknięć zimnych w połączeniach spawanych stali gat. 14HG2SAFD, a także wpływ technologii spawania na stan naprężenia sztywno zamocowanych połączeń spawanych wielościegowo. Opracowano zasady spawalniczych technologii remontu budowli inżynierskich i wielkogabarytowych węzłów maszyn i mechanizmów o długotrwałym okresie eksploatacji. - Spawanie remontowe stali SQV2A na zbiorniki ciśnieniowe z użyciem techniki ściegów odpuszczających bez obróbki cieplnej złącza po spawaniu
Peter Brziak, Mirosław Łomozik, Ryoji Mizuno, Fukuhisa Matsuda
Przedstawiono wyniki badań nad przydatnością techniki z użyciem ściegów odpuszczających do spawania manganowo – molibdenowo – niklowej stali SQV2A, przeznaczonej do budowy zbiorników ciśnieniowych. Wyniki badań wykazały możliwość uzyskania poprawy własności mechanicznych obszaru SWC w złączu po wykonaniu trzech spawanych warstw, a nie jak do tej pory sześciu. Precyzyjnie kontrolowane cykle cieplne, o zdefiniowanych temperaturach maksymalnych w szczególnych obszarach złącza, mogą podczas spawania wielowarstwowego być stosowane do przywrócenia własności mechanicznych w krytycznych rejonach SWC zamiast typowej obróbki cieplnej po spawaniu (PWHT). - Przyczyny pękania rur zgrzewanych w czasie próby spłaszczania
Aneta Ziewiec, Edmund Tasak
Przedstawiono wyniki badań przyczyn niskiej plastyczności w czasie technologicznej próby spłaszczania. Ustalono, że występują następujące czynniki decydujące o niskiej plastyczności i pękaniu zgrzein:- zawalcowania w pobliżu brzegu blachy,
- zanieczyszczenie stali wtrąceniami niemetalicznymi (głównie siarczkami),
- nieusunięte tlenki w procesie spęczania zgrzeiny,
- zbyt wolne chłodzenie po normalizowaniu strefy zgrzewania i tworzenie się w obszarach segregacji pasm wysp M-A ułożonych równolegle do linii zgrzania.
W próbie spłaszczania rury pasma wtrąceń niemetalicznych, zawalcowania i pasma wysp M-A są miejscami powstawania typowych pęknięć lamelarnych.
- Spawalność stali obrabianej termomechanicznie o wysokiej granicy plastyczności
Jacek Górka
Przedstawiono sposób wytwarzania i własności stali obrabianych termomechanicznie. Przeprowadzono badania własności spoin oraz SWC stali S700MC o grubości 10 mm spawanej metodą GMA drutem litym Mn4Ni1,5CrMo o średnicy 1,0 mm. Przeprowadzona analiza składu chemicznego materiału rodzimego, stopiwa i spoiny wykazała wyraźne różnice w równoważniku węgla, co może wpływać na własności wytrzymałościowe i plastyczne złączy spawanych. Badania metalograficzne, rentgenowska analiza składu chemicznego oraz rentgenowska analiza fazowa wykazały niejednorodność strukturalną i chemiczną złączy spawanych ze stali S700 MC. - Nowe wymagania dla wytwórców stalowych konstrukcji budowlanych
Piotr Sędek, Eugeniusz Szczok
Przedstawiono wymagania arkusza drugiego normy PN-EN 1090-2:2009 dla producentów wytwarzających stalowe konstrukcje budowlane oraz zmiany, jakie ta norma wprowadza w stosunku do obowiązującej jeszcze normy budowlanej PN-B 06200:2002. Podkreślono znaczenie posiadania przez wytwórcę zakładowej kontroli produkcji oraz rolę jednostek notyfikowanych w procesie wytwarzania konstrukcji budowlanych kończącym się wydaniem deklaracji zgodności i naniesieniem znaku CE na wyrób. Przedstawiono tok postępowania w zakładzie prowadzący do uzyskania certyfikatu dla zakładowej kontroli produkcji. Podkreślono znaczenie posiadania w zakładzie certyfikatu systemu jakości w spawalnictwie na zgodność z wymaganiami normy PN-EN ISO 3834-2:2007. - Łukowe spawanie w osłonie gazów ochronnych lekkich konstrukcji aluminiowych
Steffen Keitel, Reinhard Winkler
Aluminium stanowi niezastąpiony materiał w produkcji samochodów. Pierwszy raz ten materiał zastosowała firma AUDI w produkcji pierwszej generacji samochodu AUDI A8-ASF. Do spawania konstrukcji z aluminium potrzebne są właściwe procesy i dobrze wyszkoleni pracownicy z dużym doświadczeniem. W produkcji lekkich konstrukcji aluminiowych stosowane są różne metody spajania. Do spawania znajdują zastosowanie różne procesy, np. spawanie promieniem światła i spawanie elektrodą topliwą w osłonie gazów, z szeregiem nowych udoskonaleń. Interesujące nowe aspekty wynikają z zastosowania nowych gazów osłonowych zawierających różne dodatki helu do argonu. Ich zaletą jest mniejsza porowatość spoin i osiągalna większa prędkość spawania. Obecnie nowe procesy spawania znalazły zastosowanie w przemyśle samochodowym: CMT (Cold Metal Transfer) i ColdArc. Z uwagi na specjalny mechanizm przenoszenia kropli metalu, procesy te wykazują szereg zalet, jak np. małą ilość wprowadzanego ciepła i mniejsze odkształcenia podczas spawania cienkościennych konstrukcji. - Spawanie stopów aluminium metodą MIG prądem z podwójną pulsacją
Tomasz Pfeifer, Janusz Rykała
Przedstawiono przebieg i wyniki badań technologicznych spawania złączy doczołowych blach ze stopów aluminium o grubości od 0,5 do 40,0 mm z zastosowaniem łuku z podwójną pulsacją. Celem tych badań było między innymi porównanie jakości i estetyki spoin oraz własności złączy z wynikami uzyskanymi dla złączy wykonanych metodami niskoenergetycznymi (cienkie blachy) oraz łukiem pulsującym (blachy o grubości powyżej 2,0 mm). - Spawanie stopów aluminium serii 6000 metodami MIG Puls i SynchroPuls podczas produkcji pojazdów szynowych
Marian Szubryt, Henryk Fryc
Przedstawiono wyniki badań złączy spawanych ze stopów aluminium 6005A/T6 oraz 6082/T6, z których wykonano, między innymi, podłogi wagonów metra. Połączenia te spawano z użyciem najnowocześniejszych urządzeń spawalniczych. Dzięki specjalnym, mikroprocesorowym rozwiązaniom sterującym podawaniem drutu spawalniczego oraz parametrami prądowymi, uzyskano wysokiej jakości złącza, spełniające wszystkie wymagania normy PN-EN 15085. Aby zwiększyć wydajność procesu produkcyjnego, zastosowano odmianę metody spawania MIG, tzw. SynchroPuls, a wyniki porównano z tymi, które uzyskano w badaniach złączy spawanych metodą MIG Puls. - Ocena wydajności spawania w wysoko wydajnym procesie SpeedUp oraz MAG Standard w pozycji przymusowej
Marek Węglowski, Tomasz Chmielewski, Krzysztof Kudła
Przedstawiono wybrane wyniki badań porównawczych warunków i właściwości odmian spawania w pozycji PF metodą MAG, takich jak MAG Standard i SpeedUp. Porównywano następujące właściwości: wydajność spawania, charakterystyki dynamiczne źródeł zasilania, geometrię oraz makrostrukturę uzyskanych spoin. - Przetwarzanie obrazu w procesach zrobotyzowanego spawania
Peter Seyffarth, Rainer Gaede
Ze względu na różnorodną budowę poszczególnych typów mikropaneli, stosowanych w budowie kadłubów statków, istnieje potrzeba programowania robotów spawalniczych z uwzględnieniem ruchów w przestrzeni. Programowanie to odbywa się przed rozpoczęciem produkcji, co niekorzystnie wpływa na jej elastyczność. Aby spełnić wymagania wysokiej elastyczności i automatycznego programowania linii produkcyjnej mikropaneli, opracowano i wdrożono do produkcji bardzo szybki system trójwymiarowego przetwarzania obrazu. W artykule opisano działanie tego systemu składającego się z kamery video i źródła promieniowania laserowego, pozwalającego na pomiar kształtu spawanych elementów w przestrzeni. Podano podstawowe zalety tego systemu zapewniające wysoką elastyczność produkcji przy dużej dokładności odwzorowania.
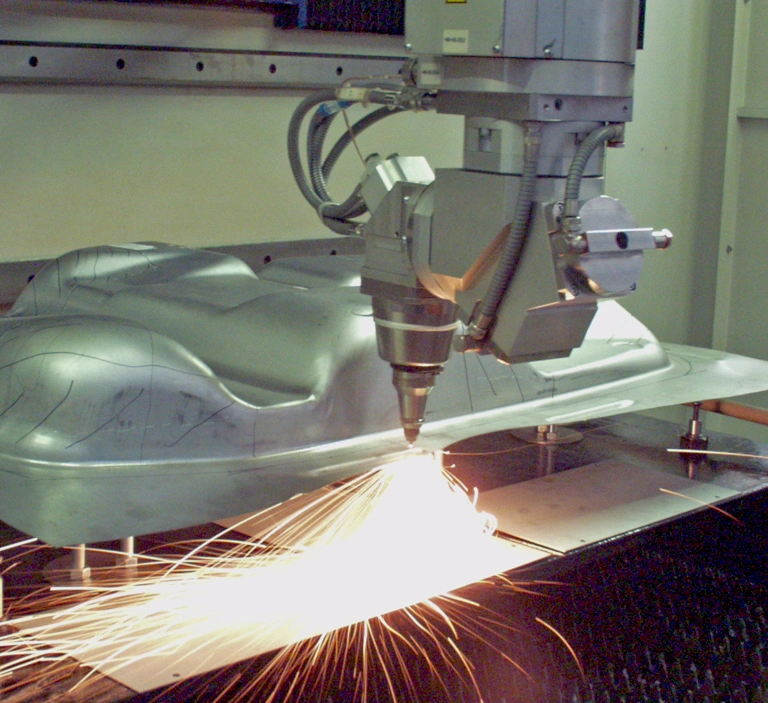
50. Jubileuszowa Naukowo-Techniczna Konferencja Spawalnicza Nowoczesne Spawalnictwo
21-23 października 2008
Sosnowiec
Patronat
patronat honorowy
Wojewoda Śląski
Śląski Urząd Wojewódzki
patronat naukowy
- prof. dr hab. inż. Andrzej Klimpel – Przewodniczący
- prof. dr hab. inż. Władysław Włosiński
- prof. dr hab. inż. Andrzej Ambroziak
- prof. dr hab. inż. Andrzej Gruszczyk
- prof. dr hab. inż. Andrzej Kolasa
- prof. dr hab. inż. Jerzy Nowacki
- prof. dr hab. inż. Jan Pilarczyk
- prof. dr hab. inż. Jacek Senkara
- prof. dr hab. inż. Andrzej Skorupa
- prof. dr hab. inż. Edmund Tasak
- prof. dr hab. inż. Stanisław Tkaczyk
- prof. dr hab. inż. Włodzimierz Walczak
- Kierunki rozwoju europejskiego i międzynarodowego systemu szkolenia i certyfikowania w spawalnictwie
Quintino Luisa, Ferraz Rute, Fernandes Italo, Jessop Tim
Przedstawiono informacje dotyczące wspólnego systemu Międzynarodowego Instytutu Spawalnictwa (MIS) i Europejskiej Federacji Spawalniczej (EWF) w zakresie szkolenia, kwalifikowania i certyfikowania personelu i wytwórców, którego celem jest ogólnoświatowa harmonizacja. Jedynym sposobem zapewnienia odbiorców, że produkcja spawalnicza i wyroby spełniają właściwe wymagania jakościowe jest wdrożenie normy EN ISO 3834. Ilekroć wytwórca powołuje się na zgodność z którymś z poziomów jakości ww. normy, to powinien zapewnić, że nadzoruje w pełni działalność spawalniczą dotyczącą wytwarzanego wyrobu lub prowadzonego procesu produkcyjnego. Personel, odpowiedzialny za działania spawalnicze powinien posiadać właściwy poziom kompetencji w zakresie stosowanych technologii, które określone są w normie EN ISO 14731 ”Nadzór spawalniczy – Wymagania i odpowiedzialność”. - Trendy w technice łączenia – Wytwarzanie wartości w Niemczech przez spawalnictwo
Horst Herold, Andrea Hübner, Klaus Middeldorf, Jens Jerzembeck
W przyszłości, procesy technologiczne łączenia materiałów będą w przedsiębiorstwach przemysłowych kluczowymi elementami wpływającymi na szybki i równomierny przebieg produkcji i będą odgrywać nadzwyczaj ważną rolę we wszystkich jej fazach, od etapu projektowania wyrobu poprzez jego wytwarzanie i naprawy aż do recyklingu. Z tego względu, do opracowywania technologii łączenia należy podchodzić interdyscyplinarnie, aby pogodzić wymagania dotyczące wyrobu, technologii i materiału. - Kształcenie i dokształcanie w spawalnictwie i badaniach materiałów
Steffen Keitel, Christian Ahrens
Uznane na całym świecie egzaminy kwalifikacyjne są wyjątkową cechą spawalnictwa organizowanego przez Międzynarodowy Instytut Spawalnictwa. Wspierają one ustalenia dotyczące kwalifikacji personelu zawarte w krajowych i międzynarodowych normach technicznych. Metody zdobywania wiedzy są ciągle doskonalone poprzez formy szkolenia, w których stosuje się środki multimedialne i internet. Najnowszymi osiągnięciami w tej dziedzinie jest szkolenie na odległość, elektroniczne trenażery spawaczy i symulacja. Urządzenia służące do trenowania, tzw. „trenażery spawacza”, pokazują, że znane ze sportu wyczynowego metody szkolenia przebiegu ruchu są możliwe do zastosowania również w spawalnictwie. Rozwój kompleksowych i wielonarodowych powiązań produkcyjnych wymaga porównywalnych ofert dotyczących kształcenia personelu technicznego również w badaniach. - Spawalnicze technologie laserowe. Przykłady zastosowania lasera diodowego dużej mocy
Andrzej Klimpel, Damian Janicki, Aleksander Lisiecki, Ziemowit Wilk
Opisano podstawy procesów laserowych spawania, lutowania miękkiego i twardego, napawania, wprowadzania pierwiastków stopowych i obróbki cieplnej oraz przeprowadzono analizę zalet i ograniczeń poszczególnych procesów. Przedstawiono wyniki badań doświadczalnych i przemysłowych nad zastosowaniem lasera HPDL ROFIN DL 020 do spawania złączy cienkich blach z różnych materiałów konstrukcyjnych, lutowania miękkiego i twardego miedzi, napawania narzędzi kuźniczych i zaworów, stopowania blachy ze stopu tytanu i płytki ze stopu magnezu, obróbki cieplnej matryc i stempli oraz przetapiania wad powierzchniowych łopatki turbiny z nadstopu niklu. - Różnorodne techniki spajania laserowego – wyniki badań i możliwości zastosowania
Jan Pilarczyk, Marek Banasik, Sebastian Stano, Jerzy Dworak
Przedstawiono ogólną charakterystykę technologii spawania laserowego w odmianie konwencjonalnej i w wybranych odmianach specjalnych. Podano przykłady przemysłowych zastosowań technologii spawania w odmianie podstawowej opracowanej w Instytucie Spawalnictwa. Omówiono prowadzone aktualnie badania w zakresie odmian specjalnych spajania laserowego dotyczące np.: spawania laserowego z ogniskowaniem wiązki w dwóch punktach, metod hybrydowych czy też lutospawania laserowego. Zwrócono uwagę na różnice występujące między poszczególnymi odmianami, przedstawiając zalety i niedostatki określonych technik spajania, warunkujące możliwości ich przemysłowego zastosowania. - Wykorzystanie laserów włóknowych do wytwarzania elementów kotłów dla przemysłu energetycznego
Janusz Adamiec, Michał Więcek, Wojciech Gawrysiuk
Wykorzystanie laserów dużej mocy do spawania w układach hybrydowych gwałtownie wzrosło w ciągu ostatnich pięciu lat. Techniki te znalazły zastosowanie w przemyśle samochodowym, chemicznym, lotniczym i elektronicznym. W pracy przedstawiono wyniki prób łączenia paneli ścian szczelnych za pomocą hybrydowego spawania laserem włóknowym i metodą MAG w warunkach laboratoryjnych i przemysłowych. Próby zostały przeprowadzone w Energoinstalu SA. Uzyskane wyniki pozwoliły na czterokrotny wzrost wydajności produkcji. Przeprowadzono również próby przemysłowe spawania laserowego rur ożebrowanych stosowanych w wymiennikach ciepła. Opracowana technologia pozwoliła na spawanie rur ożebrowanych z prędkością do 60 m/min z pełnym przetopem przy spełnieniu wymagań poziomu jakości B wg normy PN-EN ISO 5817. - Spawanie łukowe w osłonie gazowej stali austenityczno-ferrytycznych
Thomas Amman
Podano przegląd właściwości metalurgicznych stali austenityczno- ferrytycznych (duplex), wskazując zalety i wady obydwóch tych składników strukturalnych. Podano także skład chemiczny kilku gatunków stali duplex oraz spoiw do ich spawania i omówiono znaczenie poszczególnych składników stopowych. Przeanalizowano wpływ różnych gazów osłonowych na procesy spawania tych materiałów. Najważniejszym czynnikiem przy spawaniu stali duplex jest utrzymanie jednakowego udziału w niej ferrytu i austenitu, co decyduje o własnościach spoiny. Zasadniczą uwagę poświęcono zagadnieniu, jak przy użyciu specjalistycznych gazów osłonowych można wpływać na stosunek ferrytu do austenitu w różnych procesach spawania, jak np. MIG/MAG i TIG, z użyciem lub bez użycia spoiwa, a także jak gazy osłonowe wpływają na własności, wygląd i geometrię spoiny oraz odporność na korozję. Omówiono i oceniono różne metody pomiaru zawartości ferrytu. Wspomniano też o nowszych gatunkach stali duplex, jak tzw. „zubożone stale duplex”. Podano przykłady zastosowania niektórych mieszanek gazowych. - Wysoko wydajne spawanie cienkich blach – TOPTIGTM
Joachim Grundmann
Opisano korzyści wynikające ze stosowania wysoko wydajnej odmiany procesu TIG, nazwanej TOPTIGTM, dokonując równocześnie porównania z tradycyjnym spawaniem metodami TIG i MAG. W połączeniu z odpowiednio dobranym gazem osłonowym, można osiągnąć wysoką prędkość spawania, brak rozprysku i doskonały wygląd spoiny. W niektórych wypadkach można tą metodą zastąpić spawanie MIG lub MAG, unikając w ten sposób kosztownej obróbki po spawaniu. Opisano konstrukcję palnika stosowanego przy spawaniu tą metodą oraz przebieg samego procesu. - Gazy osłonowe – ich rola i klasyfikacja w spawalnictwie
Marco Ameye, Stanisław Paruzel, Aaron Williams
Przedstawiono rolę gazów ochraniających jeziorko ciekłego metalu w procesie spawania łukowego przed dostępem powietrza atmosferycznego. Podano klasyfikację gazów osłonowych stosowanych do spawania i cięcia wg normy PN-EN 439 obowiązującej w Polsce od 1999 r. Zastosowanie nowych gatunków stali (np. duplex) spowodowało konieczność rozszerzenia normy o dodatkowe podgrupy z nowym składem gazu. Zmiany te ujmuje norma EN-ISO 14175:2008. Omówiono główne mieszanki gazowe oferowane przez Air Products, a znane pod marką handlową „Linx”. - Zdrowie i bezpieczeństwo przy produkcji elementów spawanych: aspekty, działania i problemy z przepisami
Luca Costa
Próba klasyfikacji czynników wpływających na zdrowie i bezpieczeństwo przy spawaniu, z podziałem na czynniki fizyczne, obejmujące promieniowanie, nagrzewanie, hałas, zagrożenia związane z prądem elektrycznym, pola elektromagnetyczne, środowiskowe warunki pracy oraz czynniki chemiczne, które obejmują gazy i substancje pyłowe wytwarzane podczas spawania (ogólnie objęte terminem „dymy spawalnicze”) oraz inne niebezpieczne substancje chemiczne stosowane we wszystkich etapach procesu produkcyjnego. Przedstawiono podejście do problemu oparte na pracach Komisji VIII Międzynarodowego Instytutu Spawalnictwa (MIS) „Zdrowie, bezpieczeństwo i środowisko”. Zwrócono szczególną uwagę na obecnie rozważane „gorące tematy”, obejmujące wpływ manganu zawartego w pyle spawalniczym na centralny system nerwowy, skutki gazów spawalniczych dla zdrowia, wyraźnie większe zagrożenie spawaczy rakiem płuc, poprawę warunków w miejscu pracy w celu zmniejszenia wpływu ergonomii na schorzenia mięśniowo-kostne dotykające wielu spawaczy. - Niskoenergetyczne metody spawania łukowego w osłonie gazów – wpływ warunków materiałowo-technologicznych na jakość złączy i emisję zanieczyszczeń do środowiska pracy
Jolanta Matusiak, Tomasz Pfeifer
Omówiono badania technologiczne i badania w obszarze inżynierii środowiska prowadzone dla niskoenergetycznych metod spawania łukowego w osłonie gazów, mianowicie metod CMT/ColdArc/STT. Opisano zakres prowadzonych badań, który obejmował zmechanizowane spawanie i lutospawanie blach ze stali niestopowej S235J2 oraz blach ocynkowanych galwanicznie i ogniowo o grubości 1,5 mm. Przedstawiono wyniki badań wizualnych uzyskanych połączeń, badań wytrzymałości na rozciąganie spawanych złączy doczołowych, badań metalograficznych makrostruktury wybranych połączeń oraz badań wielkości emisji pyłu spawalniczego i gazów. - Lutowanie żarowytrzymałych stopów na bazie niklu i tytanu
V. F. Chorunov
Omówiono osobliwości strukturalne i technologiczne stopów typu Ni-Cr-Zr o stałej zawartości cyrkonu 8,8 % at. Podkreślono, że stopy te mogą zostać użyte jako luty do lutowania żarowytrzymałych stopów niklu, zarówno w warunkach nagrzewania próżniowego, jak i łukowego. Zwrócono szczególną uwagę na korzyści wynikające ze stosowania kombinacji lutów kompozytowych oraz nagrzewania łukowego o optymalnych parametrach. Zaproponowano spoiwa o nowych składach do lutowania stopu międzymetalicznego g-TiAl, umożliwiające uzyskanie połączeń lutowanych o wymaganej wytrzymałości zbliżonej do wytrzymałości materiału podstawowego, zarówno w temperaturze 20 °C, jak i 700 °C, jak również zapewnienie wysokiej wytrzymałości w dłuższym przedziale czasowym. - Luty proszkowe do lutowania twardego aluminium i jego stopów
Zbigniew Mirski, Kazimierz Granat, Hubert Drzeniek
Zamieszczono problematykę lutowania twardego aluminium i jego stopów przy użyciu lutów proszkowych AlSi12 z niekorozyjnym topnikiem. Podano różne sposoby zamykania rurek w lutach proszkowych, ich zalety i wady. Przedstawiono właściwości lutów proszkowych produkcji krajowej, z firmy Euromat Sp. z o. o. Luty te zastosowano między innymi do lutowania płomieniowego aluminiowych wymienników ciepła. Porównano tu lutowanie przy użyciu spoiw w tradycyjnej postaci z lutami proszkowymi. Podano różne sposoby przygotowania rurek aluminiowych do uzyskania złączy kielichowych. Uzyskane złącza poddano próbom szczelności, ocenie wizualnej a także badaniom makro- i mikroskopowym. - Lutowanie dyfuzyjne tytanu i jego stopu z aluminium na osnowie fazy TiAl (γ)
Andrzej Winiowski, Maciej Różański
Podstawowe własności fizyko – chemiczne i lutowność tytanu oraz jego stopów na osnowie faz międzymetalicznych. Lutowanie dyfuzyjne – zasada procesu i warunki stosowania. Wytrzymałość na ścinanie oraz struktury połączeń tytanu (Grade2) i stopu TiAl48Cr2Nb2 na osnowie fazy TiAl – g, lutowanych dyfuzyjnie z użyciem warstw przekładkowych ze spoiwa srebrnego do lutowania w gat. B-Ag72Cu-780 (AG 401), miedzi (gat.CF032A) i niklu (Ni99,0). Parametry i warunki lutowania. - Obliczeniowa mechanika spawania – narzędzie współczesnego spawalnictwa
Eugeniusz Ranatowski
Przedstawiono obliczeniowe zasady i możliwości zastosowania obliczeniowej mechaniki spawania (OMS) w praktyce inżynierskiej. Celem OMS jest poszerzenie zdolności analizy ewolucji: temperatury, odkształceń i naprężeń w połączeniu spawanym wraz z ewolucją mikrostruktury. Pozwoliło to ustalić i rozwinąć metodologię badań spawalności z użyciem metod obliczeniowych. Numeryczna analiza spawalności mieści w sobie procedury modelowania procesu spawania: termodynamicznego, termomechanicznego i mikrostruktury. Rezultatem tejże analizy jest także stopień uwrażliwienia materiału (SU) poprzez parametry mechaniki pękania. Odporność na pękanie połączeń spawanych jest określona poprzez parametry: SU1 = KIth / KIC w warunkach pękania zimnego lub SU2 = d/dc lub J/Jc, SU1 ¹ SU2 w warunkach eksploatacyjnych. Z powyższego wynika, iż nie istnieje jeden parametr w sposób globalny określający stopień uwrażliwienia na proces spawania. - Znaczenie mikrododatku niobu dla spawalności stali
Hardy Mohrbacher
Podstawowym sposobem poprawy spawalności jest obniżenie zawartości węgla w stali. Wprowadzenie mikrododatków, w szczególności niobu, w połączeniu z kontrolowanym walcowaniem, pozwala na obniżenie zawartości węgla z równoczesnym zachowaniem wysokiej wytrzymałości stali. Stanowi to ogólną strategię produkcji niskostopowych stali o wysokiej wytrzymałości (HSLA), przy czym rzeczywiste opracowanie takich stali zależy od końcowego ich przeznaczenia i konkretnych technik spawania. W artykule przedstawiono i przedyskutowano rozmaite przykłady, w jaki sposób dodatek niobu może poprawić zachowanie się nowoczesnych stali o wysokiej wytrzymałości podczas ich spawania, biorąc pod uwagę różne metody spawania, jak np. spawane laserowe, rezystancyjne zgrzewanie punktowe i spawanie w osłonie gazów ochronnych. Poszczególne przykłady odnoszą się do przemysłu samochodowego, sektora ropy i gazu, jak również do konstrukcji ogólnego stosowania. Dla wybranych przypadków zwrócono również uwagę na ekonomiczny wpływ stosowania stali z mikrododatkiem niobu w dziedzinach o dużym udziale spawania. - Badania przeprowadzono na walcowanej w warunkach laboratoryjnych płycie próbnej oraz na stalach walcowanych w warunkach przemysłowych w postaci blachy i taśmy zwijanej na gorąco w kręgi. Zbadano odporność na kruche pękanie materiału rodzimego i symulowanych SWC, skłonność stali do powstawania zimnych pęknięć oraz własności złączy spawanych. Stwierdzono wysokie wartości pracy łamania materiału podstawowego oraz wystarczającą odporność na kruche pękanie SWC w złączach spawanych. Badane stale nie wykazują skłonności do powstawania zimnych pęknięć, co zostało potwierdzone próbą pękania Tekken o wysokim stopniu samoutwierdzenia.
- Próby modelowe połączeń spawanych w wysokociśnieniowych rurociągach gazowych
Peter Bernasovský, Ivan Hamák
Artykuł dotyczy modelowych prób ciśnieniowych rurociągów gazowych, które są odpowiednim sposobem do oceny ich żywotności i niezawodności naprawy. Zastosowanie modelowych prób ciśnieniowych przedstawiono dla przypadków naprawy rur pod ciśnieniem za pomocą takich metod, jak „zimna opaska” oraz „gorąca opaska”. - Rola wodoru w procesie pękania spoin – nowe spojrzenie
Edmund Tasak, Aneta Ziewiec, Janusz Adamiec
Przeprowadzono analizę charakteru pękania spoin w stalach mikrostopowych, w stalach bainitycznych niskostopowych oraz w połączeniach różnoimiennych stali T91 z 10CrMo9-10. Ustalono, że wodór wywołuje również powstawanie pęknięć gorących w procesie krzepnięcia spoin. Przeprowadzone badania pozwoliły opracować mechanizm pękania spoin na gorąco oraz dalszego ich rozwoju jako pęknięć zimnych zwłocznych. Zweryfikowano również opisywany w literaturze mechanizm powstawania pęknięć typu „chewron” wykazując, że początkiem pęknięć zimnych typu „chewron” są pęknięcia gorące, w których „magazynowany” jest wodór wywołujący po ostudzeniu spoin pęknięcia zwłoczne. - Termowizyjne badania cyklu cieplnego napawania stali niskostopowej żaroodpornym nadstopem na osnowie niklu
Jerzy Nowacki, Artur Wypych
Wykonano próby napawania jedno- i wielościegowego stali niskostopowej 13CrMo4-5 nadstopem na osnowie niklu Inconel 625 dla dwóch poziomów energii liniowej napawania: E=620 J/mm i E=2100 J/mm. W wyniku monitorowania kamerą termowizyjną temperatury w procesie napawania uzyskano dane do określenia cyklu cieplnego, temperatury międzyściegowej, czasu przerw w spawaniu niezbędnych do utrzymania założonej temperatury międzyściegowej, czasu t8-5 dla stali i czasu t11-5 dla napoin. Określono wpływ energii liniowej napawania na zmiany temperatury napoin. Wykazano pełną przydatność techniki termowizyjnej do analizy spawalniczego cyklu cieplnego napawania. - Ultradźwiękowa kontrola zgrzein punktowych złączy stalowych w czasie rzeczywistym
Andrzej Ambroziak, Roman Gr. Maev, Marcin Korzeniowski, Paweł Kustroń, Andrey M. Chertov
Przedstawiono wybrane metody oceny jakościowej zgrzein punktowych w cienkościennych elementach stalowych z wykorzystaniem fal ultradźwiękowych. Opisano tu najnowsze osiągnięcia w dziedzinie kontroli zgrzein punktowych w czasie rzeczywistym. Przedstawione metody oparte są na pomiarze wybranych parametrów fali ultradźwiękowej. Przeprowadzone badania wykazały, że można uzyskać jednoznaczną informację zarówno o stanie powstającego jądra zgrzeiny, jak i o przebiegu samego procesu łączenia. - Porównanie własności złączy blach ze stali ferrytycznej X2CrNi12 spawanych plazmowo i zgrzewanych rezystancyjnie punktowo
Marian Szubryt, Henryk Fryc
Porównano wyniki badań zakładkowych złączy spawanych plazmowo i zgrzewanych rezystancyjnie punktowo blach ze stali X2CrNi12 o grubości: 0,8 + 0,8 mm; 0,8 + 1,0; 1,0 + 1,0 mm i 0,8 + 1,5 mm. Badania przeprowadzono zgodnie z normą PN-EN ISO 15614-12, uwzględniając wymagania norm z serii DIN 6700. Uzyskane wyniki odniesiono do najnowszych wymagań dotyczących pojazdów szynowych, które ukazały się w 2007 roku, w serii norm europejskich PN-EN 15085. Stwierdzono, że przy wytwarzaniu taboru kolejowego można z powodzeniem zastosować zamiennie obie zbadane technologie łączenia. Podstawą jest wysoka jakość i wytrzymałość połączeń uzyskanych w trakcie przeprowadzonych badań wynikających z zakresu wyżej przywołanych norm. Atutem przemawiającym na korzyść spawania jest dużo niższa cena urządzenia do spawania plazmowego w porównaniu do bardzo drogiego portalu do zgrzewania. - Własności i budowa strukturalna różnego typu złączy wykonanych metodą FSW
Damian Miara, Adam Pietras, Roman Bogucki
Przedstawiono wybrane wyniki badań jakości złączy blach ze stopów aluminium serii 6000 zgrzanych metodą zgrzewania tarciowego z mieszaniem materiału zgrzeiny (FSW – Friction Stir Welding). Złącza wykonano na zgrzewarce zbudowanej na bazie konwencjonalnej frezarki. Ocenę jakości złączy przeprowadzono w oparciu o badania wizualne, wytrzymałościowe i zmęczeniowe, analizę budowy strukturalnej zgrzein i pomiary twardości. Celem badań było poznanie wpływu warunków zgrzewania na wytrzymałość doraźną i zmęczeniową złączy oraz budowę strukturalną zgrzein. Sprawdzono również wpływ szczeliny między zgrzewanymi płytami na jakość zgrzewania. Wyniki badań wskazują na dobrą zgrzewalność stopów aluminium serii 6000 metodą FSW. Poprawne złącza doczołowe, zakładkowe i teowe można uzyskać w szerokim zakresie parametrów zgrzewania, a wytrzymałość tych złączy jest zadowalająca. W celu uzyskania złączy o najwyższej jakości, elementy muszą być dociśnięte do siebie, a proces zgrzewania nie może być prowadzony z nadmierną prędkością.
47. Naukowo-Techniczna Konferencja Spawalnicza Osiągnięcia i perspektywy w spawalnictwie
18-20 października 2005
Katowice
- System EWF do certyfikowania zakładów produkcji spawalniczej w zakresie spełnienia wymagań jakościowych, ochrony środowiska i bezpieczeństwa pracy
German Hernandez
Przedstawiono zharmonizowany system EWF wdrażający normy europejskie dotyczące zarządzania jakością, ochrony środowiska i zapewnienia bezpieczeństwa pracy w spawalnictwie. Artykuł określa także sposób prowadzenia oceny przez Autoryzowane Organizacje Krajowe (ANBCC), certyfikujące w imieniu EWF spełnienie wymagań jakościowych, system zarządzania ochroną środowiska i system zarządzania bezpieczeństwem pracy w zakładach produkcji spawalniczej. - Postęp w technologii spawania elektronowego i spawania laserowego
Ulrich Dilthey
W ciągu ostatnich kilku lat pojawiło się kilka nowych opracowań w dziedzinie spawania wiązką o skoncentrowanej energii. W artykule przedstawiono te opracowania, podając ich zasadę, możliwości i przykłady zastosowania. Opisano spawanie elektronowe bez stosowania próżni. Opisano spawanie laserowe z podawaniem materiału dodatkowego, spawanie hybrydowe laser-MIG, spawanie z odchyleniem wiązki lasera. Przedstawiono nowe kierunki w spawaniu laserowym: lasery Nd:YAG pompowane diodowo, lasery włóknowe i diodowe. - Spawanie laserowe cienkościennych konstrukcji.
Marek Banasik, Jerzy Dworak, Sebastian Stano
Przedstawiono prace prowadzone w Instytucie Spawalnictwa w Gliwicach nad technologią spawania laserowego blach karoseryjnych ocynkowanych o zróżnicowanej grubości, typu tailored blanks, wymienników ciepła, rur zwijanych oraz modułów sprzęgieł magnetycznych. Opisano podstawowe wymagania stawiane tego typu złączom. Omówiono różne techniki spawania laserowego, takie jak spawanie z podwójnym ogniskowaniem wiązki i spawanie hybrydowe. - Aktywowane procesy spajania
Jacek Senkara
Procesy spajania (spawanie, zgrzewanie, lutowanie) odbywają się w podwyższonej temperaturze, z reguły w obecności ciekłej fazy metalicznej, a więc w warunkach aktywacji termicznej, czego zresztą zwykle sobie nie uświadamiamy. W referacie wprowadzono pojęcie aktywacji procesu i przedstawiono własną klasyfikację rodzajów aktywacji z energetycznego punktu widzenia. W oparciu o nią przedyskutowano atrakcyjne możliwości obniżenia energochłonności spajania w wyniku aktywacji innej niż termiczna i przedstawiono praktyczne przykłady takich procesów. - Pękanie likwacyjne austenitycznych stali nierdzewnych
Peter Bernasovský
Podano wyniki badań przeprowadzonych na 30 doświadczalnych stalach nierdzewnych poddanych dwom próbom laboratoryjnym skłonności do pęknięć likwacyjnych. W badaniach zastosowano japoński symulator spawalniczych cykli cieplnych i odkształceniowych Thermorestor-W oraz rosyjską próbę LTP 1 6/TIG. Zaproponowano wstępne kryteria oceny skłonności stali do pęknięć likwacyjnych (3 stopnie). Porównano uzyskane wyniki badań ze wskaźnikami L, DH i ECr/ENi wyliczonymi w oparciu o skład chemiczny stali. - Nowoczesne technologie remontów konstrukcji podwodnych
Slobodan Kralj, Damir Markučič, Zoran Kožuh, Ivica Garašić
Remonty konstrukcji podwodnych wymagają stosowania odpowiednich technologii spawania pod wodą i procedur kontroli. Ze względu na duże zagrożenie bezpieczeństwa istotne znaczenie dla wykonywania tych zadań ma wysoko wykwalifikowany personel, włączając nurków oraz zespół pracowników na powierzchni. Specjalnie zaprojektowany sprzęt o dużym stopniu złożoności jest podstawą pomyślnego wykonania zadań. Badania nad doskonaleniem i zastosowaniem spawania podwodnego i badań nieniszczących zostały znacznie zintensyfikowane w ostatniej dekadzie. Zagadnienia te są szczególnie ważne w Chorwacji z powodu wzmożonego natężenia transportu ropy naftowej i wydobycia gazu ziemnego na Adriatyku. W Katedrze Konstrukcji Spawanych Wydziału Inżynierii Mechanicznej i Architektury Morskiej Uniwersytetu w Zagrzebiu wykonywane są liczne projekty z dziedziny prac podwodnych. W artykule omówiono główne prace z zakresu spawania i badań nieniszczących pod wodą. - Napawanie i spawanie stali metodą TIG z dodawaniem gorącego drutu
Jozef Barborka, Filip Koštany, Milan Holeša
Opisano badania procesu napawania i spawania metodą TIG gorącym drutem w pozycji PA i PC. Zastosowano stabilne i zsynchronizowane pulsujące nagrzewanie drutu. Przeprowadzono badania technologiczne spawania i napawania stali 11 523 oraz stali austenitycznych 17 249 i Acx 315 z zastosowaniem spoiwa na bazie niklu (THERMANIT NICHRO 82) i spoiwa austenitycznego (ESAB OK Autrod 16.32), mające na celu określenie wpływu warunków i parametrów spawania na jakość spoin i napoin. Oceniono własności spoin i napoin, uzyskanych przy parametrach zapewniających wydajność stapiania powyżej 2 kg/h. - Zrobotyzowane napawanie stali niestopowych nadstopami niklu
Jerzy Nowacki, Artur Wypych
Zbadano wpływ parametrów zrobotyzowanego napawania na jakość napoin z nadstopu inkonel 625 na głowicach wysokoprężnych silników okrętowych wykonanych ze staliwa 13CrMo4-5. Wielościegowe napawanie MIG przeprowadzono z zastosowaniem robota PANASONIC PerformArc przy dwóch poziomach energii liniowej: E=620 J/mm i E=2100 J/mm, w osłonie argonu. Rejestrowano obraz termowizyjny ściegu. Określono: parametry geometryczne, jakość za pomocą badań penetracyjnych, makro i mikroskopowych, mikrostrukturę, skład chemiczny napoin oraz rozkład twardości na przekroju poprzecznym. Zastosowanie zrobotyzowanego napawania wyeliminowało pęknięcia napoin i korzystnie wpłynęło na geometrię, równomierność składu chemicznego, prawidłowość mikrostruktury napoin i powtarzalność wyników napawania. - Problemy przy napawaniu warstw odpornych na korozję w energetyce
Piotr Adamiec, Janusz Adamiec
Spalanie odpadów w energetyce wymaga stosowania napawania stopiwami niklowymi elementów narażonych na procesy korozji. Jako stopy Ni wykorzystuje się głównie stopy inkonel 625 i 686. W pracy przedstawiono wyniki prób napawania rur ze stali 15Mo3 stopem inkonel 686, stwierdzając przydatność technologii napawania metodą MIG. - Napawanie zrobotyzowane GMA drutem proszkowym cermetalowym Ni-WC, z ruchem wahadłowym uchwytu
Andrzej Klimpel, Andrzej St. Klimpel, Agnieszka Rzeżnikiewicz
Przedstawiono wyniki badań wpływu energii liniowej napawania i kierunku oraz kąta pochylenia uchwytu w procesie napawania zrobotyzowanego GMA drutem proszkowym cermetalowym EnDOtec DO*11, z ruchem wahadłowym uchwytu, na jakość i kształt napoin oraz udział materiału podłoża w napoinie. Określono odporność na zużycie ścierne napoin wielowarstwowych. - Perspektywy stosowania rezystancyjnego zgrzewania doczołowego do wykonywania złączy z wysokowytrzymałych stopów aluminiowych
S.I. Kuczuk-Jacenko, P.N. Czvertko
Omówiono zgrzewanie iskrowe z perspektywicznym ujęciem procesu zgrzewania doczołowego z wyiskrzaniem pulsującym grubych elementów z wysokowytrzymałych i utwardzonych cieplnie stopów aluminiowych. Przedstawiono zalety tego procesu oraz wskazano urządzenia do jego realizacji. Opisano schemat strukturalny komputerowego systemu operatywnej kontroli i rejestracji parametrów zgrzewania stopów aluminiowych. - Badania doświadczalne oscylacji parametrów spawania o wielkiej częstotliwości
G.N. Zdor, A.A. Radčenko, S.P. Torpačev
Przytoczono wyniki badań doświadczalnych pól akustycznych i cieplnych powstających podczas półautomatycznego spawania elektrodą topliwą w osłonie gazowej z drobno- i grubo kroplowym przenoszeniem ciekłego metalu w łuku spawalniczym. Wykazano, że w pierwszym przypadku występują drgania jeziorka spawalniczego o wielkiej częstotliwości, które w określonych warunkach mogą powodować tworzenie się korzystniejszej mikrostruktury oraz mogą być wykorzystywane do diagnostyki zakłóceń i sterowania parametrami procesu spawania. - Zgrzewanie rezystancyjne – stan techniki, zapewnienie jakości i kształcenie
Steffen Keitel, Stefan Schreiber
Scharakteryzowano współczesny stan techniki zgrzewania rezystancyjnego, podając przykłady nowoczesnych opracowań z zakresu urządzeń i materiałów. Przedstawiono aktualne wymagania odnośnie zapewnienia jakości zgrzewanych elementów i omówiono zasadę działania systemu kontroli, nadzorowania i regulowania jakości oraz stosowane do tego metody i urządzenia. Zwrócono uwagę na konieczność właściwego szkolenia w dziedzinie zgrzewania rezystancyjnego. Omówiono strukturę systemu szkolenia opracowanego przez DVS, które swoim zakresem obejmuje różne poziomy, począwszy od inżyniera aż do operatora urządzeń. - Wpływ azotu w gazie osłonowym na skłonność do pęknięć gorących wybranych żaroodpornych, austenitycznych stopów na bazie niklu
Horst Herold, Manuela Zinke, Andrea Hübner
Badano wpływ azotu, dodawanego do mieszanki osłonowej na bazie argonu, na skłonność do pęknięć gorących stopów niklu NiCr25FeAlY, NiCr23Fe, NiCr29Fe i NiCr21Co12Mo podczas spawania metodą TIG i MIG. Badania przeprowadzono na materiale podstawowym o grubości 5 mm za pomocą próby pękania z programowanym odkształcaniem, przetapiając blachę metodą TIG i wykonując napoiny metodą MIG prądem pulsującym. Zbadano również wpływ azotu na udarność stopiwa oraz przeprowadzono badania mikrostruktury za pomocą mikroskopii elektronowej. Badania wykazały, że azot wywiera korzystny wpływ na ograniczenie pęknięć gorących przy spawaniu metodą TIG i MIG w stopach NiCr25FeAlY i NiCr23Fe, które uzyskują wysoką żaroodporność i odporność na pełzanie w wyniku utwardzenia pierwotnymi węglikami chromu. Badania stopów NiCr29Fe i NiCr21Co12Mo, które uzyskują wysoką wytrzymałość głównie przez umocnienie roztworowe, nie wykazały wyraźnego wpływu zawartości azotu w gazie osłonowym na powstawanie gorących pęknięć. Nie wykazano również w sposób jednoznaczny wpływu zawartości azotu w gazie osłonowym na udarność stopiwa badanych stopów. - Wybrane aspekty spawania cienkościennych konstrukcji z odpornych na korozję stali o wysokiej wytrzymałości
Horst Herold, Manuela Zinke, Pavel Sovetchenko
Wysokowytrzymała stal austenityczna CrMnN o małej zawartości niklu NirostaR H400 dzięki metastabilnej strukturze austenitycznej ulega silnemu umocnieniu na zimno, tak że już niewielkie stopnie odkształcenia powodują znaczny wzrost wytrzymałości. Z uwagi na te własności stal ta nadaje się szczególnie do zastosowań w pojazdach szynowych i samochodowych. Niniejszy artykuł informuje o zachowaniu się stali NirostaR H400 podczas spawania metodą MAG i lutowania przy zastosowaniu metody MIG. Jako materiał porównawczy służyła nierdzewna standardowa stal austenityczna 1.4301. Przedstawiono wyniki badań metalograficznych złączy spajanych, opisano problematykę stapiania górnej krawędzi blach podczas spawania cienkościennych złączy zakładkowych oraz wpływ ilości wprowadzonego ciepła przy spawaniu metodą MAG, w zależności od odległości od spoiny, na odkształconą strukturę materiału rodzimego. - Jakość, wydajność i wynikające stąd koszty spawania stali węglowych w osłonie gazów aktywnych
Joachim Grundmann
Większości wad i niezgodności spawalniczych można uniknąć przez właściwe wyszkolenie operatorów, rejestrację parametrów spawania i ich kontrolę, odpowiednie nastawienie parametrów i przygotowanie elementów do spawania, jak również przez optymalizację procesu spawania, stosując odpowiednio dobrane atmosfery ochronne. Zarządzanie jakością wymaga, z konieczności, dobrej oceny całkowitych kosztów i zarządzania warsztatem spawalniczym. - Gaz osłonowy: towar czy narzędzie optymalizujące?
Christoph Matz
Szeroko rozpowszechniony wśród spawaczy pogląd dotyczący gazów osłonowych jest taki, że są one mniej więcej wszystkie jednakowe, a zmiana gazu nie wpływa znacząco na spoinę. Wskutek tego gaz osłonowy jest postrzegany jako nieunikniona konieczność w procesach spawania w osłonie gazów oraz jako towar, który może być zakupiony gdziekolwiek i za możliwie niską cenę. Ale czy gazy osłonowe chronią tylko jeziorko spawalnicze przed dostępem powietrza? Czy prawdą jest, że gazy osłonowe można dowolnie zmieniać i że najtańszy spełni swoje zadanie? Czy to naprawdę jest takie proste – kupienie tańszego gazu pozwoli zaoszczędzić pieniądze? W artykule omówiono bezpośredni wpływ gazu osłonowego na proces spawania. Wykazano, że właściwy wybór gazu osłonowego jest głównym czynnikiem wpływającym na jakość złącza spawanego oraz wydajność procesu spawania. Autor ma nadzieję, że po przeczytaniu tego artykułu nastąpi zmiana poglądu na temat gazu osłonowego, przestanie on być traktowany jako zło konieczne i zacznie być postrzegany jako cenne narzędzie. Ponadto przedstawiono korzyści płynące z wyboru odpowiedniego gazu osłonowego na przykładzie spawania m.in. metodami TIG, MIG, MAG i MAG tandem stali niestopowych, wysokostopowych oraz aluminium i jego stopów. - Zastosowanie fal ultradźwiękowych do oceny jakości złączy zgrzewanych punktowo
Andrzej Ambroziak, Zbigniew Koralewicz, Marcin Korzeniowski, Paweł Kustroń
Przedstawiono ideę oceny jakościowej zgrzein punktowych dla cienkościennych elementów stalowych badanych metodą ultradźwiękową. Podano przebiegi odbić sygnału ultradźwiękowego dla typowych poprawnych i wadliwych zgrzein. Stwierdzono, że badania ultradźwiękowe mogą być zastosowane do oceny jakości zgrzein w cienkościennych konstrukcjach stalowych, spotykanych w wielu gałęziach przemysłu, głównie w przemyśle samochodowym. Ponadto przedstawiono jedną z nowatorskich metod obserwacji przebiegu procesu zgrzewania rezystancyjnego punktowego w czasie rzeczywistym. Oparta jest ona na pomiarze parametrów przechodzącej przez zgrzeinę fali ultradźwiękowej. Przeprowadzone badania wykazały, iż omawiana metoda pozwala na uzyskanie jednoznacznej informacji o stanie powstającego jądra zgrzeiny. Uzyskane w ten sposób dane mogą być użyte, nie tylko w celu oceny jakości powstającej zgrzeiny, ale również sterowania przebiegiem całego procesu. Zapewnianie wysokiej jakości zgrzein jest niewątpliwie bardzo istotnym zagadnieniem, szczególnie wobec masowego zastosowania tej technologii w wielu gałęziach przemysłu. Szerokie zainteresowanie rozwiązaniami, pozwalającymi kontrolować przebieg procesu tworzenia się jądra zgrzein wynika głównie z możliwości ograniczenia wpływu zakłóceń na proces (przyczyn występowania niezgodności w powstających złączach) a nie, jak to dotychczas miało miejsce, jedynie obserwacji ich skutków, po fakcie powstania zgrzeiny. - Zgrzewanie aluminium z miedzią metodą FSW
Adam Pietras, Janusz Adamiec
Spawanie i zgrzewanie doczołowe i na zakładkę blach i płyt aluminiowych z miedzianymi jest utrudnione ze względu na znaczne różnice temperatur topnienia, twardości oraz przewodności elektrycznej i cieplnej tych metali. Do ich łączenia konieczne jest stosowanie specjalnych zabiegów technologicznych, pozwalających na uzyskiwanie połączeń o wysokiej i powtarzalnej jakości. W artykule przedstawiono opracowane w Instytucie Spawalnictwa sposoby zgrzewania tarciowego metodą FSW elementów wykonanych z miedzi i aluminium. Zestawiono wyniki badań nad zgrzewaniem doczołowym płyt o grubości od 3 do 10 mm i na zakładkę blachy aluminiowej z płytą miedzianą. Przedstawiono wyniki badań metaloznawczych i wytrzymałościowych. Pozytywne wyniki stosowania metody FSW do łączenia blach i płyt Al+Cu pozwalają przypuszczać, że metoda ta znajdzie wkrótce szerokie zastosowanie w przemyśle. - Udział Instytutu Spawalnictwa w badaniach spawalności stali żarowytrzymałych nowej generacji – istotnym wkładem w modernizację krajowej energetyki
Jerzy Brózda, Marian Zeman
Podano krótką charakterystykę krajowej energetyki i uzasadniono konieczność jej modernizacji. Zamieszczono wyniki badań spawalności stali T/P23, T24, T/P92, E911 i HCM12A w postaci wykresów CTPc-S i własności symulowanej strefy wpływu ciepła oraz wyniki badań skłonności do pęknięć wyżarzeniowych. Dla złączy spawanych rur ze stali P23, T92, P92, E911 i HCM12A podano warunki spawania, własności mechaniczne, wyniki badań metalograficznych i pomiaru twardości. Stwierdzono, że badane złącza rur wykonane zgodnie ze sprawdzoną technologią spawania i obróbki cieplnej charakteryzują się dobrymi własnościami wytrzymałościowymi i plastycznymi oraz wymaganą odpornością na kruche pękanie. - Metoda TIG i laser w obróbce cieplnej żeliw
Anna Pocica, Andrzej Nowak
W związku z coraz częstszym wykorzystywaniem technologii spawalniczych do nowych celów, postanowiono zbadać możliwości zastosowania źródeł o dużej gęstości mocy do obróbki powierzchniowej odlewów z żeliwa, a także określić strukturę i własności warstwy przetopionej oraz wpływ struktury wyjściowej na uzyskane wyniki. Materiałem do badań było żeliwo szare z grafitem płatkowym o różnej strukturze osnowy (ferrytycznej i perlitycznej), lecz takim samym składzie chemicznym. Żeliwa przetopiono laserem oraz łukiem elektrycznym (TIG) i poddano je badaniom metalograficznym na mikroskopie optycznym oraz elektronowym. Przeprowadzono rentgenowską analizę fazową, określono twardość oraz odporność na ścieranie przetopionej warstwy. Przeprowadzone badania pozwoliły na stwierdzenie, że struktura warstwy wierzchniej zależy od struktury wyjściowej materiału oraz, że oba rodzaje obróbki powodują wzrost własności użytkowych warstwy wierzchniej, jednakże w różnym stopniu. - Modelowanie i badanie pól naprężeń w połączeniach spawanych
Stanisław Dobrociński, Wojciech Kiełczyński
Badania stanu naprężeń po spawaniu dokonano dla elementów tarczowych ze stali niskowęglowej, łączonych spoinami czołowymi. Do nieniszczących badań naprężeń pospawalniczych zastosowano metodę wykorzystującą efekt Barkhausena. Metoda ta po uprzednim skalowaniu, pozwala na uzyskanie danych ilościowych o składowych stanu naprężeń. Wyniki badań eksperymentalnych porównano z rezultatami otrzymanymi z obliczeń numerycznych, dokonanych metodą elementów skończonych (MES). Wykonane badania i testy numeryczne wykazały zbieżność rezultatów i przydatność metody eksperymentalnej do oceny naprężeń po spawaniu.
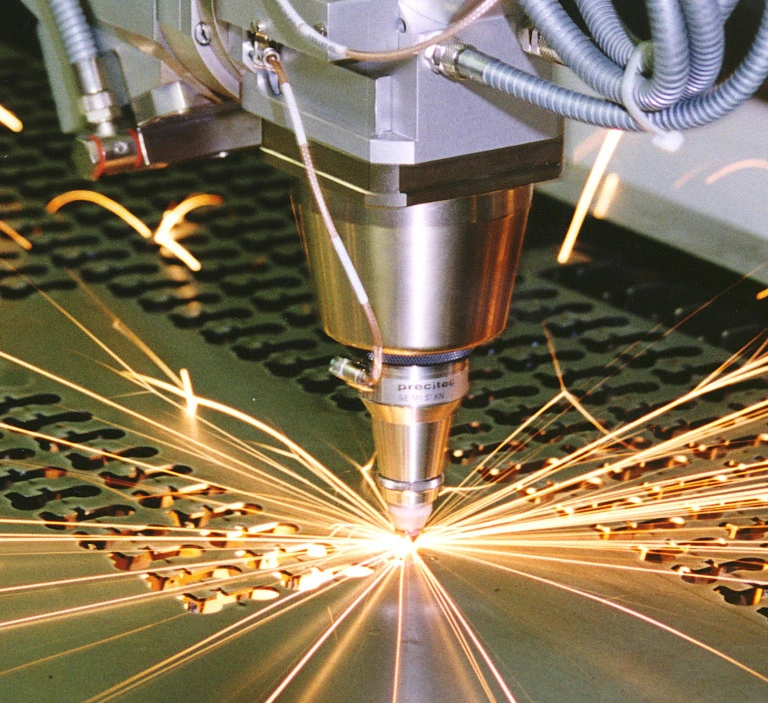
45. Naukowo-Techniczna Konferencja Spawalnicza Wpływ spawalnictwa na jakość i konkurencyjność gospodarki
21-23 października 2003
Katowice
Konferencja odbyła się w dniach 21-23 października 2003 r. podczas targów Interwelding 2003.
W czasie konferencji wygłoszono 25 referatów, których autorami byli specjaliści z kraju i zagranicy. Referenci z zagranicy wygłosili 11 referatów, spośród których 4 opracowali pracownicy placówek naukowych, 6 – pracownicy zajmujący się szkoleniem personelu spawalniczego, towarzystw nadzorowych i DVS, a jeden referat przygotował autor z firmy ESAB z Göteborga. Autorzy krajowych z uczelni zaprezentowali 7 referatów, 4 referaty opracowano w Instytucie Spawalnictwa, a pozostałe 3 referaty zaprezentowali autorzy z zagranicznych firm mających swoje przedstawicielstwa w Polsce.
Wygłoszone referaty zostały opublikowane w „Biuletynie Instytutu Spawalnictwa” nr 5/2003.
- Stan i kierunki rozwoju spawalnictwa w Niemczech
Detlef von Hofe
Podano przegląd, z punktu widzenia DYS, obecnego stanu spawalnictwa w Niemczech, jak również kierunków jego przyszłego rozwoju. Należy jednakże wziąć pod u wagę, że obecnie pełny przegląd dostępny jest jedynie w ograniczonych wąskich dziedzinach. Przedstawiona analiza oparta jest na informacjach dostępnych z Komisji Technicznej DYS, Działu Badawczego DVS, bieżącej działalności gospodarczej DYS i jego instytutów oraz w niektórych przypadkach na niepełnej ocenie literatury. Artykuł uzupełniony został infom1acjami pochodzącymi z rzemiosła oraz z działalności szkoleniowej i konsultacyjnej DYS. Układ artykułu odpowiada głównym gałęziom przemysłu, w których stosuje się spawanie. Przegląd zakończono badaniem gospodarczego znaczenia spawalnictwa i technik pokrewnych. - Natryskiwanie cieplne – zapewnienie jakości przez nowe normy dotyczące zarządzania jakością i wytyczne kwalifikowania personelu
Dieter Böhme
Na podstawie serii nom1 europejskich EN JSO 14922 przedstawiono wymagania jakościowe stawiane zakładom produkcyjnym stosującym proces natryskiwania cieplnego. Przedstawiono również wymagania stawiane personelowi natryskiwania cieplnego – nadzorowi i metalizatorom w normach europejskich EN 13214 i EN 14918. Omówiono system kształcenia i certyfikowania personelu natryskiwania cieplnego opracowany przez Europejską Federację Spawalniczą (EWF), który dostosowany jest do wymagań wymienionych wyżej norm. - Aktualne tendencje rozwojowe wysokowydajnych metod spawania łukowego
Steffen Keitel, Martin Ströfer, Hendrick Butthof
Techniki wytwarzania bazujące na technologiach spawalniczych przechodzą etap ciągłego rozwoju, opartego w głównej mierze na mechanizacji procesów spawalniczych. Rozwój ten łączy się również ze stosowaniem wysokowydajnych metod spawania. Przedstawiono wybrane przykłady zwiększenia wydajności spawania w zakresie metod spawania lukowego, jak również możliwości sprzęgania różnych procesów i istniejący w tej dziedzinie potencja ł dalszego rozwoju technologii spawalniczych. - Dążenia do harmonizacji w zakresie certyfikacji personelu badań nieniszczących w Europie
Peter Böhm
Pod wpływem dyrektyw europejskich, np. dyrektywy dotyczącej maszyn lub urządzeń ciśnieniowych, następuje dalsza konsolidacja Europy. Wprowadzaniu tych dyrektyw towarzyszy, z reguły, powstanie szeregu norm zhamonizowanych. Ale jak zapewnić. aby we wszystkich krajach przebiegało ono tak samo i bez zniekształcania zasad konkurencji? Czy w przyszłości świat będzie posiadał dalej tylko dwa systemy certyfikacji personelu backu1nicniszczqcych: normę 473 i normę SNTTC-1 A, czy może powstanie jeszcze jedna alternatywa – wg normy ISO 97 12. która umożliwi globalną harmonizację? Jak przedstawiają się inne systemy szkolenia. konkurencyjne do europejskiej metody scentralizowanego certyfikowania personelu badań nieniszczących i jakie zasady uznawania będą funkcjonowały w świecie pomiędzy jednostkami certyfikującymi? Referat jest próbą odpowiedzi, przynajmniej częściowo, na przedstawione pytania oraz wskazuje przewidywane trendy. - Postęp w technologiach spawalniczych ważnym czynnikiem zrównoważonego rozwoju gospodarki
Bertil Pekkari
Wyższa wydajność, wysoka i powtarzalna j a kość oraz poprawa środowiska pracy stały się główną siłą napędową ciągłych ulepszeń w spawalnictwie. Obecnie celem najważniejszym stało się zapewnienie zrównoważonego rozwoju. W referacie dokonano przeglądu stanu świadomości z zakresu ochrony środowiska, środków służących poprawie stanu środowiska oraz programu nauczania dla koordynatorów ds. ochrony środowiska. Przedstawiono przykłady zastosowania spawania w stoczniach, elektrowniach wiatrowych i przemyśle samochodowym o zmniejszonych skutkach dla środowiska. Omówiono sytuację w dziedzinie oznaczania wyrobów dla spawalnictwa, których producenci deklarują uwzględnianie wymogów ochrony środowiska. Deklaracje takie są oczekiwane i s potykają się z uznaniem całego otoczenia przedsiębiorstw: właściciel i, nabywców akcji, pracowników, dostawców i społeczeństwa. - Czy złącze musi być najsłabszym miejscem konstrukcji?
Jacek Senkara
Osnową referatu jest dyskusja postawionego w tytule pytania. Na podstawie informacji literaturowych i wybranych wyników badań własnych przedstawiono trendy rozwojowe w zakresie materiałowym i procesowym dla podwyższenia właściwości złączy w relacji do spajanych materiałów. - Kształtowanie i montaż dla jednostronnego spawania dużych elementów bez pęknięć krystalizacyjnych
Alexandre Pchennikoy, Margot Streitenberger, Horst Herold
Podczas prefabrykacji dużych elementów dla budownictwa okrętowego powstają miejscowe pęknięcia przy końcu długich spoin czołowych w wyniku nagłego wzrostu poprzecznych naprężeń spawalniczych. Za pomocą programu ANS YS liczono metodą elementów skończonych zmieniające się w czasie spawania długich blach miejscowe przemieszczenia występujące wzdłuż spoiny i mierzono je za pomocą specjalnego czujnika. Sprawdzono i porównano wyniki szeregu zmian w zakresie konstrukcji i zestawienia elementów do spawania w celu uzyskania jednostronnych spoin czołowych o dużej długości bez pęknięć krystalizacyjnych. Obecność pęknięć gorących wykrywano metodą badań nieniszczących w oparciu o decyzję tak/nie. Prędkość poprzecznego przemieszczania przy końcu spoiny oddziałuje jako specjalne kryterium pękania gorącego. Podsumowanie wyników badań stanowi wykres służący do oceny ryzyka powstawania pęknięć gorących w spoinach wykonywanych łukiem krytym metodą tandem na elementach o dużych wymiarach. - Wpływ wielokrotnych cykli cieplnych na ciągliwość symulowanej SWC stali o dużej wytrzymałości
Krzysztof Mroczka, Edmund Tasak
Przedstawiono wybrane wyniki badań właściwości stali o wysokiej wytrzymałości poddanych różnym symulowanym, pojedynczym i złożonym, cyklom cieplnym. Stwierdzono, że wzrost czasu chłodzenia w zakresie tX/5 powoduje równoczesny spadek udarności i twardości. Te niekorzystne zmiany związane są z tworzeniem się wysp M-A oraz procesami utwardzania wydzieleniowego ferrytycznej osnowy. - System pomiaru i monitorowania w spawaniu łukowym
Ulrich Prank, Jacek Szopa
System MQC (MERKLE Quality Control) wprowadza nowy standard kontroli parametrów spawania lukowego. System pomiaru i monitorowania umożliwia kontrolę ośmiu różnych parametrów, które mogą być mierzone i sprawdzane na zgodność z wartościami i dopuszczalnymi oraz automatycznie rejestrowane. Niezależne sensory będące integralną częścią systemu są albo wbudowane w urządzenie spawalnicze albo umieszczone w oddzielnej obudowie. Oprogramowanie może być zainstalowane w standardowym komputerze osobistym (PC) z systemem “Windows” i może być wykorzystywane albo w oddzielnych jednostkach albo pracować w konfiguracji sieciowej. - Lutowanie próżniowe węglikostali i nierdzewnych stali utwardzanych wydzieleniowo
Jerzy Nowacki
Przeprowadzono analizę właściwości p o łączeń lutowanych próżniowo płytek węglokostali Ferro – Titanit Nicro 128 z nierdzewną stalą utwardzaną wydzieleniowo 14 -5 PH spoiwem BNi2, zastosowanych w konstrukcji powierzchni tnących wielkogabarytowych filier do granulacji polietylenu. Określono także strukturę połączeń lutowanych. - Rozwój możliwości zastosowania lutowania twardego w różnych gałęziach przemysłu
Andrzej Winiowski, Tadeusz Kuzio
Rozwój technologii twardego lutowania płomieniowego, indukcyjnego oraz piecowego w atmosferach kontrolowanych i próżni. Przykłady praktycznych zastosowań i kierunki ich rozwoju w różnych gałęziach przemysłu. Nowe normy materiałowe oraz wymagania dla planowania i sterowania jakością w produkcyjnych procesach lutowania twardego. - Znaczenie próby klinowej w lutowaniu materiałów różnoimiennych
Zbigniew Mirski
Przedstawiono model próby klinowej, pomocny w optymalizacji procesu lutowania materiałów o różnych właściwościach fizycznych. Przeprowadzono próbę klinową dla następujących par materiałów lutowanych: kompozyt na bazie węglika krzemu SiC 30 – stop molibdenowy TZM i grafit o budowie kompozytowej CFC 222 – TZM. Na podstawie analizy metalograficznej budowy lutowiny wybrano z próby klinowej szerokości szczelin bez udziału twardych faz międzymetalicznych i przeniesiono je na złącza równoległe. - Lutowanie supertwardych materiałów narzędziowych z zastosowaniem nagrzewania wiązką elektronów
Igor L. Pobol’
Zaawansowane supertwarde materiały (SHM – superhard materials) na bazie regularnego azotku boru (CBN- cubic boron nitride) oraz polikrystalicznego diamentu (PCD – polycrystalline diamond) stwarzają możliwości wytwarzania nowych efektywnych narzędzi. Optymalną metodą uzyskiwania połączeń SHM – podłoże jest lutowanie z zastosowaniem łutów adhezyjno-aktywnych. Badania dotyczyły wykonania połączeń SHM – stal (lub twarde stopy na bazie węgliku wolframu) z zastosowaniem nagrzewania wiązką elektronów. Badano przebieg procesów chemicznych i fizycznych zachodzących podczas lutowania SHM do podłoża. Dla układ u CBN-lut charakterystycznym jest aktywne oddziaływa nie fizyko-chemiczne, które jest wynikiem wzajemnej dyfuzji składników fazy stałej i ciekłej oraz tworzenie się związków chemicznych na granicy podziału. - Optymalizacja metod opracowywania złożonych żelazostopów do produkcji materiałów spawalniczych
N. Ju. Bord, V.K. Šeleg, A.A. Radcenko
Omówiono metody optymalizacji parametrów technologicznych procesu uzyskiwania wieloskładnikowych stopów stosowanych do produkcji materiałów spawalniczych, w tym otulin elektrodowych oraz drutów proszkowych. Analizę prowadzono z pomocą oprogramowania do obliczeń równowagi termodynamicznej (MTData, Astra) oraz metod statystycznych obróbki danych. - Modelowanie hybrydowych procesów laserowo-plazmowych i zintegrowanych plazmotronów dla tych procesów
Igor V. Kriytsun
Przeprowadzono analizę teoretyczną i modelowanie numeryczne wzajemnego oddziaływania skoncentrowanej wiązki laserowej (SWL) i łuku plazmowego (ŁP) w hybrydowych procesach obróbki materiałów. Ustalono, że specjalny rodzaj wyładowania w atmosferze gazu może występować przy zwykłych warunkach w układzie “SWL- ŁP”. To kombinowane wyładowanie laserowo-łukowe różni się zarówno od konwencjonalnego łuku plazmowego, jak i od wyładowani a optycznego podtrzymywanego przez promieniowanie lasera. Kombinowane wyładowanie może stanowić podstawę stworzenia nowej klasy urządzeń plazmowych: zintegrowanych plazmotronów plazmowych laserowo-łukowych do hybrydowego spawania, cięcia, napawania, obróbki powierzchni itd. Opisane zostały zasady i metody obliczania takich urządzeń. Opracowano prototypy zintegrowanych plazmotronów do napawania proszkowego (laser CO2 – łuk plazmowy) oraz do spawania (laser Nd:YAG lub diodowy- łuk mikroplazmowy). Przeprowadzono też eksperymenty dla określenia technologicznych możliwości tych plazmotronów. - Gazy są kluczem do ekonomicznej produkcji laserowej
Mark Feaerber
Jakość gazów odgrywa decydującą rolę w charakterze pracy układu laserowego i wydajności procesów laserowych. Cięcie laserowe można zaszeregować wśród procesów odzwierciedlających stan wiedzy w dziedzinie techniki, podczas gdy spawanie laserowe ciągle przechodzi poważne etapy rozwoju i znajdowania nowych zastosowań. Stan ten odzwierciedlają gazy o odpowiedniej jakości do cięcia laserowego, jak tlen, azot i w pewnym zakresie argon oraz mieszanki gazowe specjalnie opracowane do spawania laserowego, stosownie do zastosowania, typu lasera, wymagań jakościowych itp. CO2 jest jednym z reaktywowanych komponentów gazów do spawania laserowego, który okazał się cenny przy spawaniu półwyrobów wykonywanych na zamówienie, a także zwiększa szybkość spawania laserami diodowymi stosowanymi do spawania z głębokim wtopieniem. - Forma i treść nowej niemieckiej normy DIN 18800-7 „Konstrukcje stalowe – wytwarzanie i kwalifikowanie wytwórców”
Thomas Richter
Omówiono nową wersję niemieckiej normy DIN 18800-7. „Konstrukcje stalowe – wytwarzanie i kwalifikowanie wytwórców”. Zwrócono uwagę na nowe zasady i interpretacje dotyczące: dokumentacji wykonawczej i kont rolnej, materiałów podstawowych i dodatkowych, połączeń spawanych i śrubowych, oceny połączeń spawanych i inne. Przedstawiono nowe zasady kwalifikowania przedsiębiorstw. - Wpływ parametrów spawania metodą A-TIG na kształt spoin i własności mechaniczne złączy ze stali austenitycznej
Jerzy Niagaj
Przedstawiono wyniki badań wpływ u parametrów spawania metodami TIG i A-TIG złączy doczołowych blach ze stali austenitycznej X5CrNii 8- IO, o grubości 4, 6, 8 oraz 10 mm wg EN 10028-2, na kształt spoin. Złącza wykonane metodą A-TIG poddano ponadto badaniom wytrzymałościowym i plastycznym oraz określono twardość poszczególnych stref złącza. Stwierdzono. że efektywność stosowania topnika aktywującego jest tym większa, im większe jest natężenie prądu i prędkość spawania. Badania własności mechanicznych złączy wykonanych metodą A-TIG wykazały, że niezależnie od parametrów spawania, spełniają one wymagania ujęte w normie EN 10028-2 w odniesieniu do stali austenitycznej X5CrNi 18- 10. - Spawanie i obróbka cieplna rur ożebrowanych
Piotr Adamiec, Gerhard Wellnitz, Michał Więcek
Przeprowadzono próby spawania i obróbki cieplnej rur ożebrowanych wykonanych jako połączenia spawane taśmy w gatunku 10Cr 12 z rurami ze stali P91 metodą MAG drutem elektrodowym nisko i wysokostopowym. Uzyskane wyniki pozwoliły na opracowanie techno logii wytwarzania spawanych rur ożebrowanych. - Ocena struktur nieprzekrystalizowanych spoin za pomocą sieci neuronowych
Piotr Adamiec, Teresa Pamuła
Przeprowadzono ocenę struktur nieprzekrystalizowanych spoin za pomocą sieci neuronowych. Stwierdzono możliwość automatycznej oceny ilościowej takich struktur. Najlepsze wyniki reprezentacji mikrostruktury uzyskano przy zastosowaniu klasyfikatora wejść w postaci cech obrazów. Zastosowana metodyka oceny struktur zapewnia poprawną ocenę ilościową struktur nieprzekrystalizowanych spoin. - Metody zwiększania wydajności procesów spawania zmechanizowanego i zrobotyzowanego
Dariusz Wojtaszewski
Referat zawiera analizę możliwości i przegląd sposobów zwiększania wydajności procesów spawania przy użyciu automatów i robotów. Omówiono m.in. wykorzystanie tzw. „synergicznego zimnego drutu” oraz drutów rdzeniowych do spawania lukiem krytym, a także drutów z rdzeniem metalicznym do spawania zrobotyzowanego w przemyśle motoryzacyjnym. Scharakteryzowano zalecane materiały spawalnicze i opisano szereg przykładowych zastosowań. Przedstawiono także oprogramowanie do kalkulacji kosztów spawania. - Rozwój metody zgrzewania tarciowego z mieszaniem materiału zgrzeiny (FSW) i możliwości jej zastosowania
Adam Pietras, Leszek Zadroga
Podano podstawowe cechy nowej metody zgrzewania, mianowicie zgrzewania tarciowego z mieszaniem materiału zgrzeiny (Friction Stir Welding – FSW). Zwrócono uwagę na kierunki rozwoju urządzeń do zgrzewania, narzędzi uplastyczniających materiał w obszarze zgrzewania oraz samej technologii wykorzystującej zjawisko mieszania materiału w obszarze styku zgrzewanych elementów. Proces obecnie jeszcze rzadko wykorzystywany w praktyce przemysłowej podlega dynamicznemu rozwojowi i może służyć nie tylko do łączenia doczołowego blach z aluminium i jego stopów, ale także wielu innych materiałów, takich jak miedź, magnez, nikiel, tytan, a nawet stal. Szczególnie przydatny jest do łączenia materiałów trudno spawalnych, takich jak stopy odlewnicze czy aluminium z miedzią. - Inteligentny system kontroli jakości połączeń zgrzewanych
Zygmunt Mikno, Piotr Stodolny
Opisano system kontroli i oceny jakości połączeń zgrzewanych z wykorzystaniem sztucznej inteligencji. Przedstawiono metodykę rejestracji charakterystycznych parametrów występujących w procesie zgrzewania rezystancyjnego, głównie prądu i napięcia zgrzewania. Wykazano, że występujące zmiany parametrów technologicznych procesu znajdują odzwierciedlenie w charakterze przebiegu parametrów elektrycznych. System oceny jakości zgrzeiny działający w oparciu o porównywanie kształtów przebiegu parametrów wraz z prowadzoną wcześniej ocenę jakości poszczególnych zgrzein umożliwia określenie cech aktualnie rejestrowanych parametrów, a tym samym jakości wykonywanych zgrzein. - Porowatość złączy spawanych metodą MAG wywołana procesem cięcia plazmą powietrzną
Jacek Górka
Opisano wpływ przygotowania brzegów blach ze stali niestopowych i niskostopowych poprzez cięcie plazmą powietrzną na jakość z łączy spawanych. Przedstawiono wpływ cięcia plazmą powietrzną na zmiany strukturalne i chemiczne zachodzące w ciętym materiale. Przeprowadzono proces napawania i spawania metodą MAG blach przygotowywanych poprzez cięcie plazmą powietrzną z mechanicznym usunięciem strefy wpływu ciepła, z usunięciem warstwy tlenków i bez usuwania warstwy tlenków. Wykazano, że silne naazotowanie powierzchni w wyniku procesu cięcia plazmą powietrzną wpływa na powstawanie porowatości złączy spawanych metodą MAG. Porowatość ta pojawia się w warstwie graniowej spoiny i w linii wtopienia ściegów wypełniających. - Impulsowe napawanie brązu metodą MIG
Jerzy Haduch
Na blasze ze s ta li St3S układano napoiny metodą MIG półautomatem spawalniczym OPTYMAG 501 z cyfrową nastawą parametrów spawania i z zastosowaniem prądu pulsującego, zmieniając napięcie impulsu, częstotliwość impulsów i prędkość podawania drutu elektrodowego. W oparciu o wygląd napoin, charakteryzujących się gładkim licem i lekko wypukłym lub płaskim kraterem, ustalono zalecane parametry napawania brązu CuSn6 metodą MIG.