W ramach naszej witryny stosujemy pliki cookies w celu świadczenia Państwu usług na najwyższym poziomie, w tym w sposób dostosowany do indywidualnych potrzeb. Korzystanie z witryny bez zmiany ustawień dotyczących cookies oznacza, że pliki opisane w Polityce Prywatności będą zamieszczane na Państwa urządzeniu końcowym. W każdej chwili możecie Państwo zmienić ustawienia dotyczące plików cookies w przeglądarce internetowej. Akceptacja niezbędnych plików cookies jest wymagana do prawidłowego działania witryny. Szczegółowe informacje znajdą Państwo w zakładce POLITYKA PRYWATNOŚCI.
Badania: Zgrzewanie tarciowe z mieszaniem materiału zgrzeiny stopu aluminium przerabianego plastycznie EN AW-6082 przydatnego w zastosowaniach produkcyjnych
Zgrzewanie tarciowe z mieszaniem materiału zgrzeiny stopu aluminium przerabianego plastycznie EN AW-6082 przydatnego w zastosowaniach produkcyjnych
Współczesny przemysł kolejowy, motoryzacyjny i lotniczy koncentruje się na materiałach i technologiach łączenia, które zapewniają powstawanie konstrukcji o jak najmniejszej masie. Oprócz minimalizacji masy konstrukcje powinny się charakteryzować wysoką wytrzymałością i sztywnością oraz powtarzalnością wykonania. Do materiałów stosowanych na tego typu konstrukcje, spełniających powyższe kryteria, można zaliczyć m.in. stopy aluminium przerabiane plastycznie. Istnieje kilka technologii spajania stopów aluminium. Najczęściej są one wykonywane konwencjonalnymi metodami spawania łukowego, takimi jak: spawanie elektrodą wolframową w osłonie gazowej – TIG czy spawanie elektrodą topliwą w osłonie gazowej – MAG. Występują jednak problemy z odkształceniem konstrukcji z powodu cyklu cieplnego podczas spawania, co zmusza konstruktorów i technologów do poszukiwania nowych, innowacyjnych metod łączenia. Jedną z takich metod jest technologia zgrzewania tarciowego z mieszaniem materiału zgrzeiny FSW (z ang. Friction Stir Welding).
Zgrzewanie z użyciem technologii FSW jest realizowane w temperaturach znacznie niższych w porównaniu do konwencjonalnych procesów spawania łukowego, ogranicza występowanie pęknięć na gorąco i odkształceń. Do zalet technologii FSW, w przypadku łączenia stopów aluminium, należy zaliczyć również możliwość zwiększenia wytrzymałości zmęczeniowej oraz poprawy niezawodności konstrukcyjnej powstałych połączeń. Wykorzystanie technologii FSW do zgrzewania stopów aluminium przerabianych plastycznie pozwala uniknąć typowych niezgodności spawalniczych, a dla niektórych materiałów może stanowić jedyną metodę ich łączenia. Dotychczasowe wyniki badań wskazują, że istotny wpływ na prawidłowe formowanie się zgrzeiny FSW oraz własności mechaniczne połączenia wywiera rodzaj narzędzia zgrzewającego, w tym jego kształt oraz wymiary. Na jakość powstałych zgrzein wpływają także główne parametry procesu, takie jak prędkość obrotowa narzędzia oraz prędkość zgrzewania.
W naszym Instytucie przeprowadziliśmy badania jakości złączy ze stopu aluminium przerabianego plastycznie EN AW-6082, wykonywanych za pomocą technologii FSW i przygotowanych do zastosowań produkcyjnych. Badania wykonano w celu oceny skuteczności i zasadności stosowania metody FSW do wykonywania konstrukcji przemysłowych z ww. stopu aluminium. Przeprowadzono badania wizualne złączy, pomiary temperatury górnej powierzchni złącza FSW w trakcie procesu zgrzewania, badania metalograficzne budowy strukturalnej zgrzein oraz badania wytrzymałości złączy na rozciąganie.
Rys. 1. Stanowisko do zgrzewania metodą FSW. Zgrzewarka FSW zbudowana na bazie
frezarki konwencjonalnie FYF32JU2 firmy JAFO Polska
Badania przeprowadzono dla złączy doczołowych wykonanych z płyt płaskich ze stopu aluminium przerabianego plastycznie EN AW-6082 o grubości 6 mm. Stop aluminium EN AW-6082 charakteryzuje się: wysoką wytrzymałością mechaniczną, udarnością, dobrą odpornością na korozję, jest podatny na polerowanie. Wykorzystywany jest w przemyśle inżynieryjnym i maszynowym. Stosowany jest m.in. na elementy podłóg, dachów, drzwi wagonów kolejowych; do budowy elementów skrzydeł, poszycia kadłubów w samolotach cywilnych i wojskowych czy wreszcie do budowy poszyć i elementów konstrukcji silników w samochodach ciężarowych i autobusach.
Proces zgrzewania prowadzono na zgrzewarce zbudowanej na bazie frezarki konwencjonalnej FYF32 JU2 firmy JAFO. Badania prowadzono z wykorzystaniem trzech prędkości obrotowych narzędzia, tj. Vn = 450, 900 oraz 1800 obr./min w zestawieniu z dwiema prędkościami zgrzewania Vz = 450 i 900 mm/min. Podczas przebiegu procesu zgrzewania, aby zmniejszyć opory tarcia zgrzewanego materiału, powierzchnię tarcia wieńca opory nachylono pod kątem 1,5º do powierzchni zgrzewanych płyt. Do zgrzewania próbek w procesie FSW wykorzystano narzędzie stożkowe typu Triflute o średnicy wieńca opory 26 mm, średnicy trzpienia przy wieńcu opory 8,0 mm, średnicy trzpienia na końcu stożka 6,0 mm i długości trzpienia 5,9 mm.
Wyniki badań wizualnych wykazały, że jakość powstałych w procesie FSW złączy doczołowych o grubości 6 mm ze stopu aluminium EN AW-6082 jest bardzo wysoka i powtarzalna. Niezależnie od zastosowanych parametrów procesu zgrzewania (zarówno prędkości obrotowej, jak i prędkości zgrzewania) zgrzeiny przyjmują regularne kształty, z mniejszą lub większą wypływką pojawiającą się (w większości przypadków) po stronie spływu. Stop aluminium EN AW-6082 jest materiałem bardzo dobrze zgrzewalnym metodą FSW.
Wyniki badań wytrzymałości złączy FSW na rozciąganie wskazują, że zastosowanie odpowiednich parametrów procesu zgrzewania gwarantuje wysoką jakość złączy. Przykładowo, przy zgrzewaniu z prędkością obrotową narzędzia: 450 i 900 obr./min różnice w wytrzymałościach próbek są niewielkie, natomiast przy zgrzewaniu z prędkością obrotową narzędzia 1800 obr./min i przy prędkości zgrzewania 900 mm/min wytrzymałość na rozciąganie nieznacznie spada. Średnia wytrzymałość na rozciąganie dla złączy FSW ze stopu aluminium EN AW-6082 to ok. 232 MPa, co stanowi ponad 75% wytrzymałości materiału podstawowego stopu. Złącza o takiej wytrzymałości mogą być z powodzeniem stosowane do wykonywania odpowiedzialnych konstrukcji z badanego stopu aluminium o grubości 6,0 mm w przemyśle: lotniczym, kolejowym czy motoryzacyjnym.
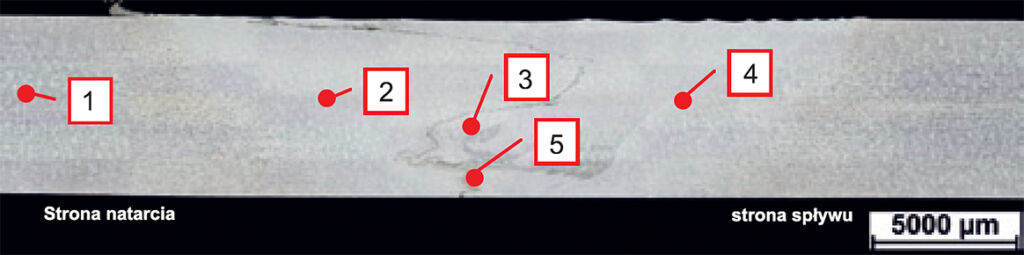
Rys. 2. Makrostruktura zgrzeiny ze stopu EN AW-6082. Widok ogólny z zaznaczonymi
obszarami obserwacji mikroskopowych. Parametry zgrzewania: prędkość obrotowa
narzędzia Vn = 450 obr./min, prędkość zgrzewania Vz = 450 mm/min. Pow.: 50.
Jakość zgrzein, uwidoczniona podczas badań metalograficznych makro- i mikroskopowych, wskazuje, że nie w każdym przypadku osiągnięto pełną ciągłość metaliczną. Mimo występowania w niektórych złączach linii tzw. braku zgrzania (związanej ze zgrzewaniem z użyciem narzędzia o zbyt krótkim trzpieniu), występowanie tego rodzaju niezgodności tylko w niewielkim stopniu wpływa na obniżenie jakości połączenia. Średnia wytrzymałość złączy, w których występuje pustka, to ok. 222 MPa. Wyniki badań metalograficznych na skaningowym mikroskopie elektronowym potwierdzają wpływ zastosowanej prędkości obrotowej narzędzia na wielkość i kształt ziarn.
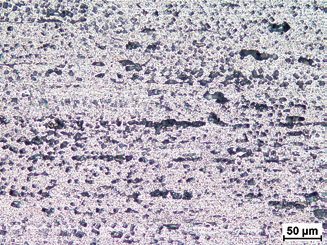
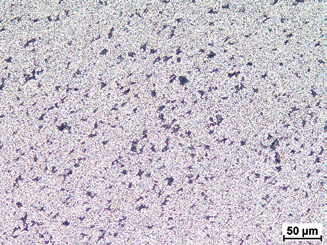
Rys. 3. Mikrostruktura złącza FSW w obszarze materiału rodzimego stopu aluminium EN AW-6082. Obszar nr 1 z rys. 2. Pow.: 200x
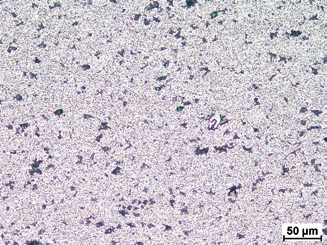
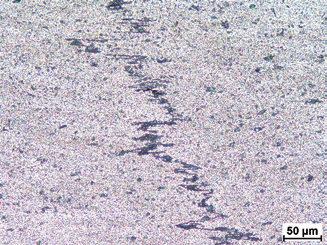
Rys. 4. Mikrostruktura strefy wpływu ciepła, po stronie natarcia, złącza FSW ze stopu aluminium EN AW-6082. Obszar nr 2 z rys. 2. Pow.: 200x
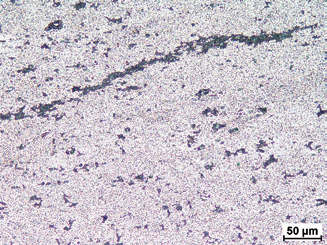
Rys. 5. Mikrostruktura górnej części jądra zgrzeiny złącza FSW ze stopu aluminium EN AW-6082. Obszar nr 3 z rys. 2. Pow.: 200x
Rys. 6. Mikrostruktura strefy wpływu ciepła, po stronie spływu, złącza FSW ze stopu aluminium EN AW-6082. Obszar nr 4 z rys. 2. Pow.: 200x
Rys. 7. Mikrostruktura złącza FSW, po stronie grani zgrzeiny,
ze stopu aluminium EN AW-6082. Obszar nr 5 z rys. 2. Pow.: 200x
Analizując wszystkie badane złącza, wykonane z zastosowaniem różnych prędkości obrotowych oraz prędkości zgrzewania, można wskazać, że parametry te mają wpływ na temperaturę procesu zgrzewania, stopień uplastycznienia łączonych materiałów, a tym samym na strukturę zgrzeiny i kolejno jakość oraz wytrzymałość powstałych złączy. Złącza FSW ze stopu aluminium EN AW-6082, przygotowane w badanym zakresie grubości zgrzewanego materiału, można z powodzeniem stosować w różnych gałęziach przemysłu: lotniczego, kolejowego czy motoryzacyjnego. Jakość powstałych złączy jest wysoka i powtarzalna.
Badania współfinansowano przez Ministerstwo Edukacji i Nauki w ramach grantu nr DWD/4/21/2020